
-


-


-


+8613562597539

-
+8613864588123

-
+8613153527352


Базальтовая футеровочная плита
Когда слышишь ?базальтовая плита?, многие сразу думают о чём-то простом и грубом, типа нарезанного природного камня. Вот это и есть первый промах. Настоящая базальтовая футеровочная плита – это продукт каменного литья, расплав, кристаллизация, отжиг... целая технология. И её эффективность зависит не от ?прочности базальта? вообще, а от того, как именно этот расплав довели до готового изделия. Скажу больше: даже хороший базальтовый расплав можно испортить неправильным режимом отжига, получив хрупкую плиту, которая в желобе или циклоне рассыплется за месяц, а не отработает годы. Сам через это проходил.
От сырья до плиты: где кроется ?чёрный ящик? качества
Всё начинается с сырья, это банально, но критично. Не всякий базальтовый карьер подходит. Нужна стабильность химического состава, особенно по содержанию оксидов железа и щелочных металлов. Малейший сдвиг – и температура плавления ?поплывёт?, вязкость расплава станет непредсказуемой. Мы как-то взяли партию сырья с нового месторождения, вроде бы по паспорту всё в норме. А на выходе плита пошла с микротрещиноватостью. Причина – повышенное содержание калия, которое привело к неоднородности кристаллической структуры после отжига. Устойчивый износ превратился в усиленное выкрашивание.
Здесь многие производители, особенно те, кто работает на объём, экономят на контроле каждой партии. Делают спектральный анализ выборочно. А потом удивляются, почему одна поставка базальтовой футеровочной плиты работает отлично, а следующая – нет. У китайских коллег из ООО Пэнлай Хуаань Фитинги Из Каменного Литья (сайт их, кстати, https://www.huaan-wear-resistant.ru) в этом плане подход жёстче. Они не просто продают плиты, а делают упор на адаптацию к конкретным условиям, а для этого нужна стабильность ?исходника?. В их ассортименте, помимо плит, и трубы, и порошок каменного литья – то есть они глубоко в теме самого процесса, а не просто режут готовый материал.
Само литьё и отжиг – это уже искусство. Температурная кривая – не просто цифры в инструкции. Скорость подъёма до температуры плавления (под 1300°C), время выдержки, а потом – самое главное – программа контролируемого охлаждения (отжига). Если охладить слишком быстро – будут внутренние напряжения, плита может лопнуть при механическом креплении или при первом же термическом ударе в работе. Слишком медленно – не успеет сформироваться нужная кристаллическая фаза, отвечающая за истираемость. Иногда кажется, что печь работает идеально, но небольшая неравномерность прогрева в камере отжига даёт разницу в свойствах плит из одной партии. Это видно уже не в лаборатории, а на объекте, когда часть плит в одном узле изнашивается заметно быстрее соседних.
Крепление и монтаж: теория против практики на объекте
Допустим, плита идеальная. Но 30%, а то и 50% её ресурса закладывается на этапе монтажа. Чертежи с аккуратными рядами плит – это одно. Реальность – это неровная, часто уже изношенная поверхность барабана мельницы или стенка циклона, доступ в полметра шириной, сварка в неудобном положении. Самая частая ошибка – неправильный зазор между плитами. Его оставляют либо слишком маленьким ?для плотности?, либо вообще впритык. А нужно 3-5 мм минимум. Почему? Потому что и стальная основа, и сама базальтовая футеровочная плита при нагреве в работе расширяются по-разному. Нет зазора – плиты начинают давить друг на друга, и это давление не на сжатие (которое базальт хорошо держит), а на излом. Результат – сколы по краям.
Вторая беда – крепёж. Шпильки, приваренные к корпусу, и гайки с шайбами. Казалось бы, что тут сложного? Но если перетянуть гайку – концентрированное давление в точке крепления расколет плиту. Недотянуть – плита будет ?играть? под ударами абразива, быстро разобьётся паз под шпильку, и крепление ослабнет. Нужен динамометрический ключ и чёткий момент затяжки, который должен быть указан производителем плиты. Часто ли это делается на стройплощадке? Увы, редко. Отсюда и преждевременные отказы.
Был у меня случай на цементном заводе. Футеровали вертикальный шламовый насос. Плиты отличные, по лабораторным данным. Смонтировали, запустили. Через две недели – звонок: плиты в зоне входа потока посыпались. Приехали, смотрим. Оказалось, монтажники, чтобы ?надёжнее? сделать, сажали плиты не на стандартные шайбы, а вырезали из более толстой стали свои, большего диаметра. И эта самодельная шайба перекрывала компенсационный зазор по периметру плиты, создавая ту самую точку концентрации напряжения. Заменили на штатный крепёж – проблема ушла. Мелочь? Нет, технологическая дисциплина.
Выбор плиты: толщина, форма и ?нестандарт?
Толщина – это не просто ?чем толще, тем долговечнее?. Это баланс между износостойкостью, весом и стоимостью. Для абразивного износа в условиях умеренного ударного воздействия (например, футеровка желобов) часто достаточно 20-30 мм. Для мельниц, где есть ещё и удар шаров, уже смотрят на 40-50 мм и выше. Но тут есть нюанс: слишком толстая плита тяжелее, нагрузка на крепёж и основу больше, да и тепловые напряжения при нагреве могут быть выше. Иногда рациональнее использовать плиту стандартной толщины, но менять её чуть чаще, чем городить сверхтяжёлую конструкцию.
Форма. Прямоугольная плита – это классика, её проще производить и резать на месте. Но для сложных поверхностей – конических, радиусных – нужны трапециевидные, клиновидные или даже радиальные плиты. Их производство сложнее, дороже, но правильная геометрия – залог плотного прилегания без ?ступенек?, которые поток абразива быстро выбьёт. Такие нестандартные решения – как раз область, где компании вроде упомянутой ООО Пэнлай Хуаань Фитинги Из Каменного Литья проявляют себя. На их сайте видно, что они позиционируют себя как производителей адаптированных решений, а не склад стандарта. Это значит, у них, скорее всего, есть опыт и оснастка для отливки таких сложных форм, что ценно.
А ещё есть композитные решения. Иногда одну только базальтовую футеровочную плиту ставить неоптимально. Например, в зоне максимального износа в циклоне можно поставить плиту потолще или из более стойкого сплава каменного литья, а на остальной площади – стандарт. Или комбинировать с резиновой футеровкой там, где важна ещё и шумовибрация. Это уже инжиниринг, а не просто продажа квадратных метров плиты.
Оценка результатов и типичные ошибки заказчика
Как понять, что плита хорошая? Не по красивому внешнему виду, это точно. Гладкая, глянцевая поверхность после отжига – это норма. Первый признак – однородность структуры на изломе (если, не дай бог, придётся сломать контрольный образец). Не должно быть крупных кристаллов, пустот, расслоений. Второе – устойчивость к термоудару. Примитивный тест: раскалить участок плиты газовой горелкой до красна и резко охладить водой. Плохая плита даст трещину. Хорошая – выдержит. Это, конечно, не по ГОСТу, но на практике быстро отсекает откровенный брак.
Основная ошибка заказчика – выбирать только по цене за килограмм или квадратный метр. Дешёвая плита часто означает экономию на стадиях отжига или контроле сырья. Её ресурс может быть в 2-3 раза ниже. Итоговая стоимость владения (цена плиты + работа по монтажу + простой оборудования на замену) оказывается выше. Нужно запрашивать не только паспорт с твёрдостью по Моосу (это базовый показатель), но и данные об удельном износе на том или ином абразиве, о термостойкости, о прочности на сжатие и излом.
Другая ошибка – игнорировать условия конкретного применения. Плита для углеперегрузочного терминала (влажная среда, угол падения груза) и плита для аспирационного трубопровода (сухой пылевоздушный поток с высокой скоростью) – это разные истории. В первом случае важнее стойкость к удару и влаге, во втором – к микросрезанию частицами. Универсальных решений не бывает. Поэтому, когда видишь в описании производителя фразу ?адаптированных к конкретным потребностям клиентов?, как у Huaan, это должно быть не маркетинговой картинкой, а подтверждаться техническими консультациями и готовностью делать расчёты под задачу.
Вместо заключения: мысль вдогонку
Так что, базальтовая футеровочная плита – это не товар из строительного магазина. Это расходный материал, но от его правильного выбора и применения напрямую зависит межремонтный цикл дорогостоящего оборудования. Экономить на нём – себе дороже. И важно работать не с перекупщиком, а с производителем, который вникает в технологию литья и может аргументированно объяснить, почему его плита будет работать в ваших условиях. И который не исчезнет после первой поставки, а поможет разобраться, если на объекте возникнут вопросы по монтажу или поведению материала. Всё остальное – просто камень.
Сам сейчас чаще смотрю в сторону комплексных решений. Не просто плита, а система: плита + правильный крепёж + детальные инструкции по монтажу + возможно, шеф-монтаж. Потому что даже самый лучший материал можно загубить на стадии установки. И в этом плане подход, когда компания предлагает весь спектр изделий каменного литья – от плит и труб до порошка для ремонтных составов, как раз говорит о системном видении проблемы износа. Они мыслят не отдельным изделием, а узлом или системой в целом. А это в нашем деле и есть самый правильный уровень.
Соответствующая продукция
Соответствующая продукция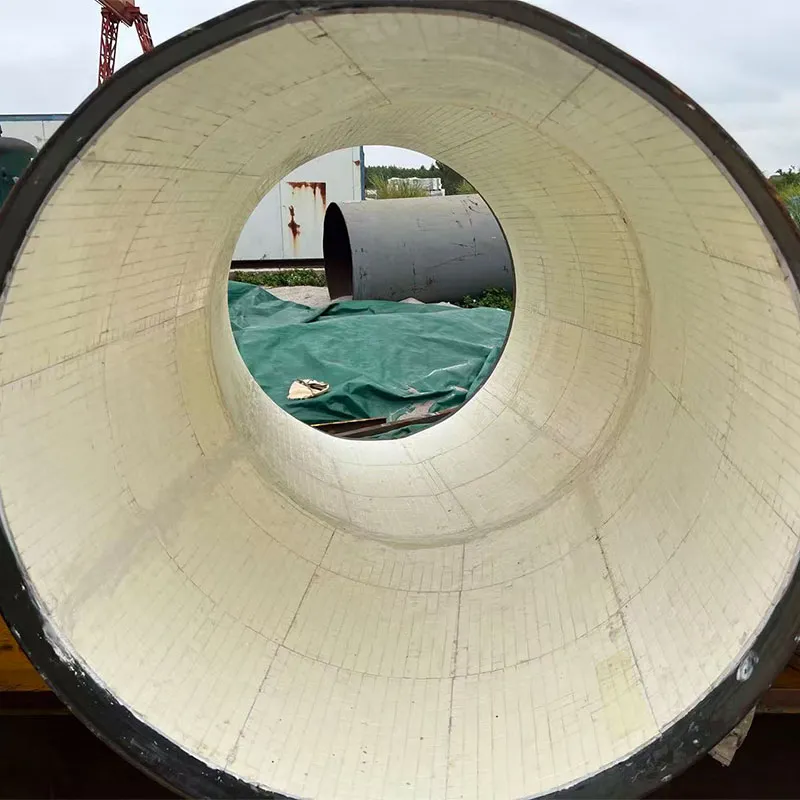


Самые продаваемые продукты
Самые продаваемые продукты-
 Базальтовая литая плитка для автомобильного испытательного полигона
Базальтовая литая плитка для автомобильного испытательного полигона -
 Литье базальтовые плиты
Литье базальтовые плиты -
 Литая керамическая износостойкая футеровочная плита
Литая керамическая износостойкая футеровочная плита -
 Серия NZB износостойких задвижек из каменного литья
Серия NZB износостойких задвижек из каменного литья -
 Шары из Al₂O₃
Шары из Al₂O₃ -
 POE-износостойкая труба
POE-износостойкая труба -
 Износостойкая легированная труба
Износостойкая легированная труба -
 Литая базальтовая композитная труба
Литая базальтовая композитная труба -
 Труба из керамики самораспространяющегося высокотемпературного синтеза
Труба из керамики самораспространяющегося высокотемпературного синтеза -
 Керамика из карбида кремния
Керамика из карбида кремния -
 Гидроциклон
Гидроциклон -
 Клеевой состав
Клеевой состав
Связанный поиск
Связанный поиск- Износостойкая футеровка из литого базальта
- Трубопровод для хвостов
- Износостойкая керамическая футеровочная плита
- Шары из оксида алюминия
- Пластина из керамики на основе al₂o₃
- Труба из керамики самораспространяющегося высокотемпературного синтеза
- Керамическая трубка из al₂o₃
- Износостойкой керамики
- Микрокристаллический износостойкий керамический трубопровод из глинозём
- Высокоэффективный классифицирующий гидроциклон