
-


-


-


+8613562597539

-
+8613864588123

-
+8613153527352


Базальтовое каменное литьё на заказ
Когда слышишь ?базальтовое каменное литьё на заказ?, многие сразу представляют себе просто отливку плит по заданным размерам. Но это лишь верхушка айсберга. Настоящая кастомизация начинается там, где нужно не просто отрезать кусок, а спроектировать изделие под конкретный, часто экстремальный, режим работы — будь то абразивный износ в циклоне или термоудар в печном тракте. Вот о чём на самом деле речь.
Что скрывается за ?на заказ?: не размер, а функция
Основное заблуждение клиентов — думать, что заказное литьё это про габариты. Конечно, отлить нестандартную плиту или сегмент трубы — это часть работы. Но суть в другом. Например, к нам в ООО Пэнлай Хуаань Фитинги Из Каменного Литья часто обращаются с проблемой: стандартные плиты из каменного литья на участке разгрузки сыпучего материала выходят из строя за сезон. Казалось бы, материал тот же — базальт. Но когда начинаешь разбираться, оказывается, что ударная нагрузка от падения кусков руды сочетается с трением мелкой фракции. Однородная структура стандартного литья здесь не оптимальна.
Вот тут и начинается реальная работа ?на заказ?. Мы не просто берём чертёж. Мы анализируем механизм износа на конкретном участке. Иногда решение лежит в комбинации: скажем, основная плита из высокоплотного базальтового каменного литья для сопротивления удару, а на поверхность наплавляется слой особого состава с повышенным содержанием корунда для борьбы с абразивом. Это уже не просто изделие, а инженерный узел. На сайте huaan-wear-resistant.ru мы как раз акцентируем, что работаем с потребностями, а не только с размерами.
Был случай на цементном заводе: заказали изогнутую трубу для пневмотранспорта. Сделали по предоставленным эскизам, но клиент вернул — в зоне излома быстро стёрлось. Разобрались. Оказалось, поток там закручивался, создавая локальный участок концентрированного износа. Переделали, изменив внутреннюю геометрию в критической зоне, сделав её более плавной, и усилили эту часть за счёт модификации шихты. Сработало. Это и есть кастомизация — решение проблемы, которой нет в учебнике.
Сырьё и шихта: где рождается стойкость
Говорить о свойствах конечного продукта, не погружаясь в сырьё, — пустая болтовня. Не всякий базальт, даже с хорошим химическим анализом, одинаково ведёт себя в печи. Важна не только формула, но и ?поведение? расплава — его вязкость, кристаллизационная способность. Мы, например, годами отрабатывали смеси из нескольких карьеров. Один даёт отличную химическую стойкость, но расплав слишком жидкий, плохо заполняет сложные формы. Другой — наоборот.
Поэтому наша шихта для каменного литья на заказ — это почти всегда компромисс или, точнее, тонкая настройка. Добавки — шлаки, иногда доломит — это не просто ?улучшители?, а инструменты управления процессом. Нужно повысить ударную вязкость для молотков дробилки? Пожалуйста, но это может слегка снизить твёрдость. Об этом с клиентом надо говорить честно. Идеального ?всепоглощающего? материала не существует, есть оптимальный для задачи.
Порошок каменного литья, который мы тоже поставляем, — это отдельная история. Многие думают, что это просто отходы производства, перемолотые в пыль. Нет. Это специально отлитые для дробления составы, с контролируемым размером зёрен и фракционным составом. Его используют для напыления защитных покрытий. Так вот, если для наплавки на сталь нужен порошок с особым КТР (коэффициентом термического расширения), то его состав изначально закладывается в шихту для отливки ?исходника? под этот порошок. Получается кастомизация второго порядка.
Печь и форма: искусство управления остыванием
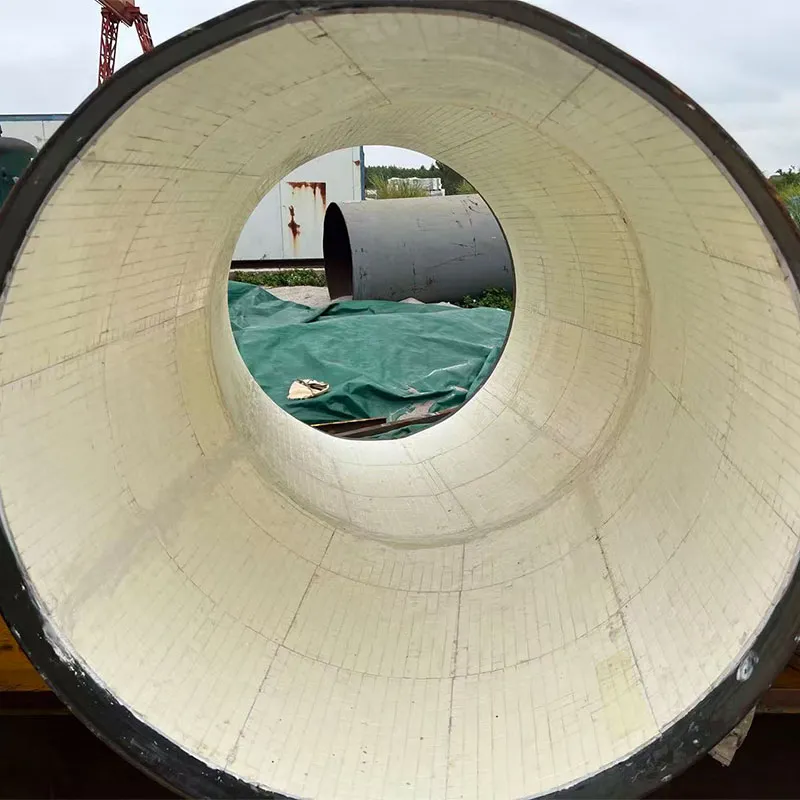
Технология литья известна всем: расплав, форма, отжиг. Дьявол, как всегда, в деталях. Скорость заливки, температурный режим отжига — это священное знание любого производства. Но при работе с индивидуальными заказами, особенно со сложными композитными трубами с каменным литьем, стандартные режимы не работают.
Толщина стенки в разных частях изделия разная? Значит, в массивных местах будет идти иная кристаллизация, могут возникнуть внутренние напряжения. Чтобы их снять без трещин, приходится буквально ?водить? температурой в печи, выдерживая на плато не по графику, а по показаниям пирометров, нацеленных на конкретные точки изделия. Это ручная работа, почти ремесло. Автоматика здесь только помощник, последнее слово — за мастером, который видит, как ведёт себя печь.
Формы для фасонных отливок — отдельная головная боль. Материал формы должен выдержать температуру, но при этом не вступать в реакцию с расплавом и обеспечить нужную шероховатость поверхности. Для серийных изделий мы используем чугунные формы, но для штучного сложного заказа иногда приходится делать разовые песчано-смоляные формы. Это дороже, дольше, но без этого никак. Потерять уникальную отливку из-за брака по форме — самое обидное.
Контроль и брак: учимся на ошибках
Говорить только об успехах — нечестно. В этом деле без брака и неудач не обходится. Самый болезненный урок — это когда внешне идеальное изделие раскалывается при монтаже или в первые часы работы. Чаще всего причина скрыта внутри: невыявленная микротрещина от термоудара при отжиге или скрытая раковина.
С тех пор мы ужесточили неразрушающий контроль. Кроме стандартного простукивания, для ответственных заказов обязательно делаем ультразвуковой контроль толщин и поиск внутренних неоднородностей. Это увеличивает стоимость, но спасает репутацию. Клиент ООО Пэнлай Хуаань платит за надёжность, а не за красивый, но хрупкий камень.
Ещё один тип ?брака?, который сложно объяснить клиенту — это когда изделие соответствует всем ТУ, но не решает его проблему. Как та труба с износом в изгибе. Это не брак производства, это брак в понимании задачи. Поэтому сейчас мы настаиваем на максимально подробном техническом задании, а лучше — на выезде нашего технолога на объект, чтобы увидеть условия своими глазами. Это сэкономило всем кучу нервов и денег.
Будущее в гибкости и композитах
Куда движется отрасль? На мой взгляд, будущее не за монолитом, а за комбинированными решениями. Наше направление гибких трубных соединений из каменного литья — тому пример. Само по себе литьё — жёсткое и хрупкое на изгиб. Но если соединить фасонные литые элементы с помощью специальных муфт на резиновых уплотнениях, получается система, стойкая к износу и допускающая некоторую подвижность и неточность монтажа. Это востребовано в тех же горно-обогатительных комплексах, где вибрация — норма жизни.
Другой тренд — это интеграция каменного литья в более крупные металлоконструкции. Не просто накладные плиты, а, например, литые базальтовые вставки, залитые или запрессованные в стальной корпус клапана или сепаратора. Это требует ювелирной точности при отливке самих вставок и новых подходов к проектированию. Здесь мы активно сотрудничаем с конструкторскими бюро наших клиентов, фактически становясь соразработчиками узла.
В итоге, базальтовое каменное литьё на заказ — это давно уже не про ?отольём что угодно?. Это сервис полного цикла: от анализа износа и разработки состава шихты, через сложный процесс литья и термообработки, до контроля, монтажных рекомендаций и анализа работы после запуска. Как мы указываем в описании компании, мы фокусируемся на решениях, адаптированных к конкретным потребностям клиентов. И это не просто строчка в разделе ?О нас?, это ежедневная практика. Иногда муторная, с возвратами и доработками, но только так получается не просто продать материал, а действительно решить проблему клиента на годы вперёд.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Износостойкая резиновая труба жидкофазного способа производства
Износостойкая резиновая труба жидкофазного способа производства -
 Литье базальтовые плиты
Литье базальтовые плиты -
 Серия NSQ шаровых трёхходовых переключающих клапанов из каменного литья
Серия NSQ шаровых трёхходовых переключающих клапанов из каменного литья -
 Износостойкий керамический трубопровод
Износостойкий керамический трубопровод -
 Серия NQ шаровых износостойких кранов из каменного литья
Серия NQ шаровых износостойких кранов из каменного литья -
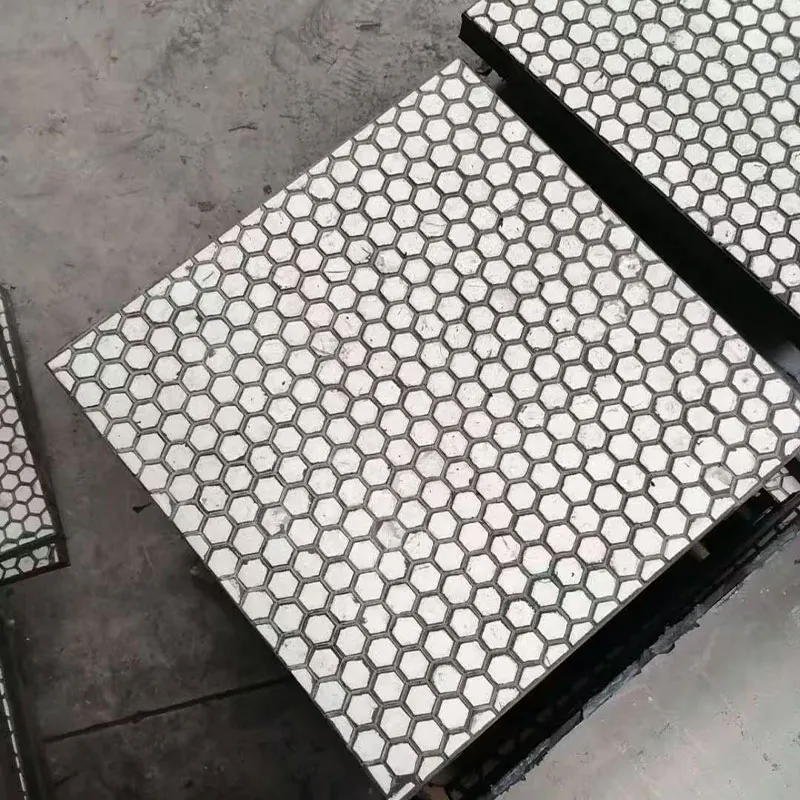 Кераморезиновая композитная футеровочная плита
Кераморезиновая композитная футеровочная плита -
 Серия NZB износостойких задвижек из каменного литья
Серия NZB износостойких задвижек из каменного литья -
 Керамическая износостойкая футеровочная плита
Керамическая износостойкая футеровочная плита -
 Литая керамическая износостойкая футеровочная плита
Литая керамическая износостойкая футеровочная плита -
 POE-износостойкая труба
POE-износостойкая труба -
 Литая базальтовая композитная труба
Литая базальтовая композитная труба -
 Литые базальтовые трубы
Литые базальтовые трубы
Связанный поиск
Связанный поиск- Базальтовое каменное литьё для горнодобывающей промышленности
- Износостойкая промышленная керамика для хвостовых трубопроводов
- Керамики из оксида алюминия
- Высокоэффективный сгущающий гидроциклон
- Износостойкая керамическая композитная труба
- Композитная переходная труба из литого базальта
- Гидроциклон для первичной классификации
- Керамика на основе оксида алюминия нестандартных размеров
- Керамика на основе глинозём нестандартных размеров
- Промышленная износостойкая керамика на заказ