
-


-


-


+8613562597539

-
+8613864588123

-
+8613153527352


Гидроциклон для вторичной классификации
Когда слышишь про гидроциклон для вторичной классификации, многие сразу представляют себе просто уменьшенную копию первичного сепаратора. Вот тут и кроется первый подводный камень. Вторичка — это не про грубое разделение, а про тонкую доводку, про работу с уже подготовленной пульпой, где мелочь в параметрах выливается в тонны потерянного концентрата или перегруженный оборотный цикл. Сам видел, как на одной фабрике поставили циклон с избыточным диаметром на доизмельчение, так песок пошел в слив, а в мельнице начался переизмельчение — баланс всей цепи нарушился. Это не та история, где можно взять 'что-то похожее'.
Где и зачем нужна именно вторичная классификация
Основная сфера — обогатительные фабрики после стадии основного измельчения. Допустим, у тебя после мельницы ПСИ или шаровой стоит классический грохот или первичный гидроциклон. Он отсеял или отделил пески, но в сливе, который идет на флотацию или другую сепарацию, все еще плавает слишком много крупных частиц. Если их не убрать, они будут 'мертвым грузом' в последующих процессах, снижая извлечение. Вот тут и встает задача тонкой классификации.
Задача гидроциклона для вторичной классификации — отсечь именно эту 'некондиционную' крупку, часто в диапазоне от 40 до 100 микрон, и вернуть ее на доизмельчение. Получается замкнутый цикл с тонкой настройкой. Но если думаешь, что это просто вопрос подбора диаметра и давления на входе, ошибаешься. Куда важнее форма пескового насадка, угол конуса и, что критично, износостойкость этих элементов. Работа-то с абразивной пульпой постоянная.
Здесь как раз вспоминается продукция компании ООО Пэнлай Хуаань Фитинги Из Каменного Литья (https://www.huaan-wear-resistant.ru). Они специализируются на износостойких решениях, включая плиты и трубы из каменного литья. Для гидроциклонов, особенно на вторичной классификации, где точность разделения напрямую зависит от стабильности геометрии внутренних поверхностей, стойкость к абразиву — не роскошь, а необходимость. Если насадок или участок конуса быстро стачивается, точка разделения 'плывет', и весь процесс идет вразнос.
Ключевые параметры и частые ошибки в подборе
Диаметр, конечно, первичный параметр. Для вторички часто идут на аппараты меньшего диаметра, чем первичные — 250 мм, 150 мм, даже 100 мм. Меньший диаметр — более крутой градиент давления и, теоретически, более четкий срез. Но здесь есть нюанс: слишком маленький диаметр при высокой твердости может привести к быстрому забиванию пескового насадка. Приходится балансировать между тонкостью разделения и стабильностью работы.
Давление на входе. Многие технологи грешат тем, что пытаются выжать тонкость слива, просто поднимая давление. Да, d50 уменьшится, но вместе с этим растет износ, энергозатраты и, что важно, увеличивается количество воды, уходящей в пески. Это может разжижать питание мельницы доизмельчения, снижая ее эффективность. Оптимальное давление часто находится опытным путем прямо на объекте.
Конструкция вводного патрубка и камеры. Для качественной вторичной классификации критична организация потока. Вихрь должен формироваться стабильно, без турбулентных завихрений. Иногда проблему создает не сам циклон, а подводящая труба — если перед аппаратом меньше 5-7 диаметров прямого участка, пульпа входит закрученной, и сепарация нарушается. Проверял лично — после удлинения подводящей линии на одной установке четкость среза улучшилась на 15%.
Из практики: кейс с перестройкой схемы на МОФ
Был опыт на одной железорудной фабрике. Стояла батарея первичных циклонов, слив шел на магнитную сепарацию. Извлечение было ниже проектного. Анализ показал, что в сливе циклонов до 20% составляли частицы крупнее 80 мкм, которые в магнитном поле плохо улавливались. Решили врезать каскад из шести гидроциклонов меньшего диаметра именно для вторичной классификации этого слива.
Сначала поставили стандартные футеровки. Через две недели эффективность начала падать. Замеры показали, что из-за абразивности руды критически увеличился зазор пескового насадка. Тогда и обратились к материалам с повышенной износостойкостью. В частности, рассматривали варианты с элементами из каменного литья, подобные тем, что предлагает ООО Пэнлай Хуаань Фитинги Из Каменного Литья. Их материалы как раз адаптированы под конкретные абразивные условия, что для такой задачи ключево.
После замены насадков и усиления защиты конуса на наиболее нагруженных аппаратах интервал стабильной работы увеличился втрое. Точка разделения перестала 'дрейфовать', и содержание целевого класса в сливе вторичных циклонов стабилизировалось. В итоге, извлечение на магнитном сепараторе выросло на несколько процентов, что для масштабов фабрики дало серьезный экономический эффект. Но главный вывод — для вторички надежность и стабильность аппарата важнее, чем его первоначальная цена.
С чем еще можно столкнуться в работе
Пульпа. Ее плотность и гранулометрический состав питания — переменные величины. Идеально настроенный утром гидроциклон для вторичной классификации к вечеру может начать 'переливать' крупку в слив, если в питании выросла крупность из-за сбоя на предыдущей стадии. Поэтому автоматизация с обратной связью — не прихоть, а необходимость. Датчики плотности и давления, клапаны с регулируемым отверстием пескового насадка.
Материал. Как уже говорил, износ. Но есть и другая сторона — химическая стойкость. Если в пульпе есть реагенты или повышенная кислотность, обычная сталь или даже некоторые марки полиуретана могут не подойти. Иногда требуется композитное решение. В этом контексте комплексный подход, как у упомянутой компании, которая работает не только с каменным литьем, но и с композитными трубами и гибкими соединениями, позволяет закрыть все проблемные точки в системе.
Вода. Качество оборотной воды, содержание в ней тонких шламов. Эти шламы могут меняют вязкость пульпы, что напрямую влияет на эффективность циклонирования. Иногда проблема низкой эффективности вторичной классификации решается не настройкой циклонов, а улучшением осветления оборотной воды в хвостовом хозяйстве. Все взаимосвязано.
Итоговые мысли: не аппарат, а система
Так что, гидроциклон для вторичной классификации — это не просто купленный и поставленный аппарат. Это элемент тонкой настройки всей технологической цепи. Его выбор, монтаж (обрати внимание на вертикальность установки!) и эксплуатация требуют понимания физики процесса и реалий конкретного производства.
Экономия на материалах футеровки или автоматике почти всегда выходит боком — потерями в основном процессе, которые в разы перекрывают сэкономленные средства. Надежность здесь напрямую конвертируется в стабильный гранулометрический состав продукта и, в конечном счете, в деньги.
Поэтому, когда рассматриваешь такие решения, стоит смотреть на них системно: аппарат, материалы для его защиты, система управления и, конечно, квалификация персонала, который будет за ним следить. Как показывает практика, успех кроется именно в этом сочетании, а не в волшебных свойствах какого-то одного 'суперциклона'.
Соответствующая продукция
Соответствующая продукция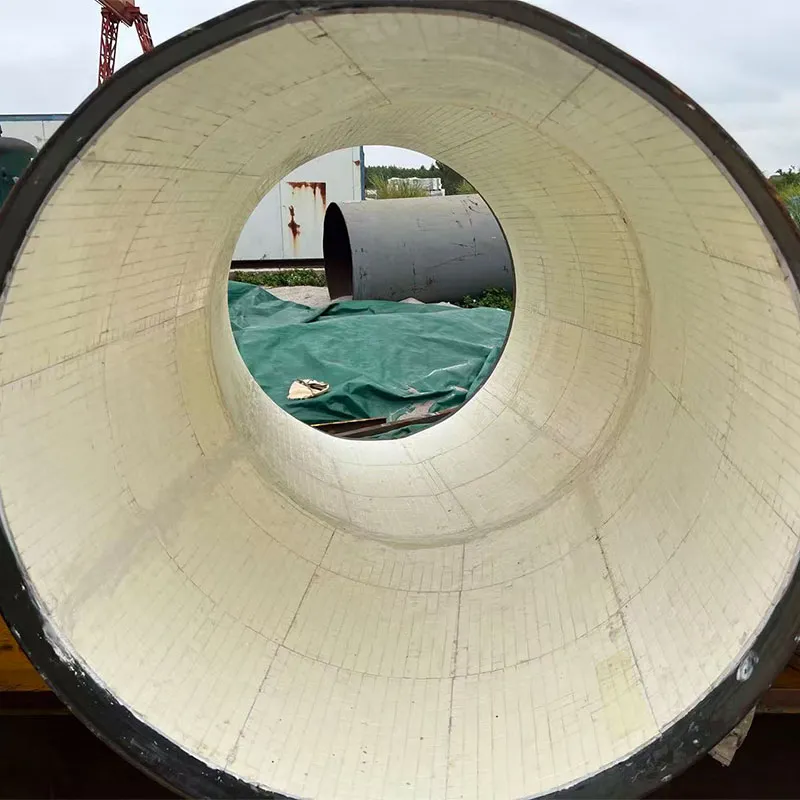


Самые продаваемые продукты
Самые продаваемые продукты-
 Базальтовая литая плитка для автомобильного испытательного полигона
Базальтовая литая плитка для автомобильного испытательного полигона -
 Износостойкий компенсатор из каменного литья
Износостойкий компенсатор из каменного литья -
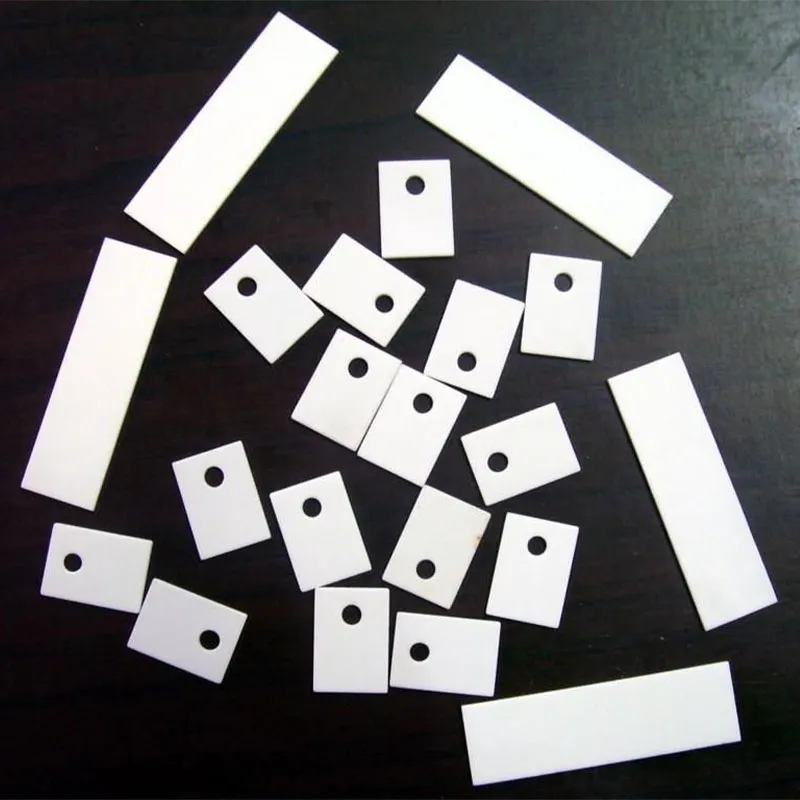
 Керамика из карбида кремния
Керамика из карбида кремния -
 Гидроциклон
Гидроциклон -
 Серия NZB износостойких задвижек из каменного литья
Серия NZB износостойких задвижек из каменного литья -
 Литая керамическая износостойкая футеровочная плита
Литая керамическая износостойкая футеровочная плита -
 Литые базальтовые трубы
Литые базальтовые трубы -
 POE-износостойкая труба
POE-износостойкая труба -
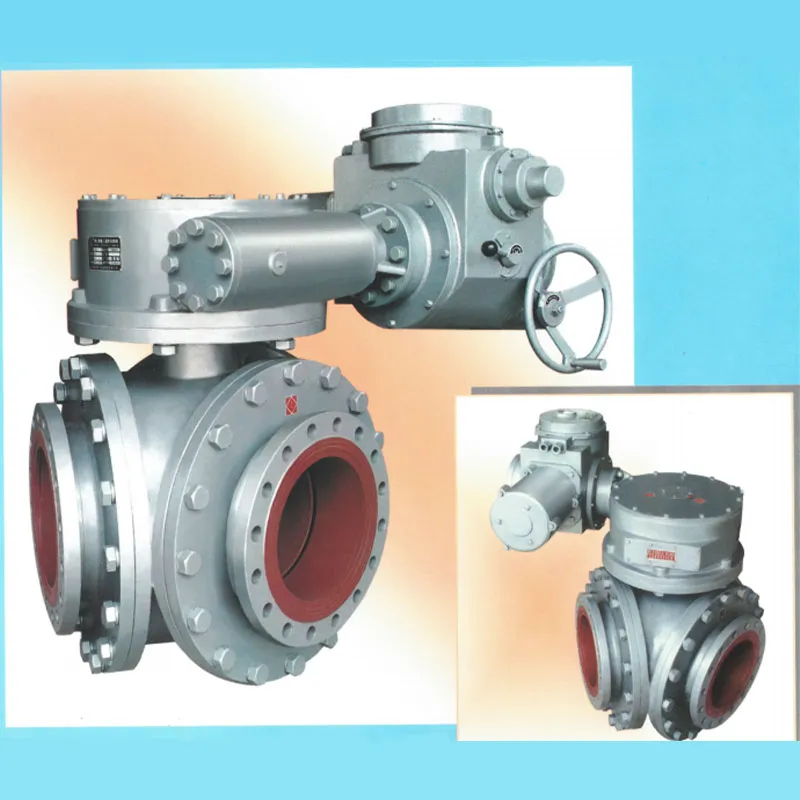 Серия NSQ шаровых трёхходовых переключающих клапанов из каменного литья
Серия NSQ шаровых трёхходовых переключающих клапанов из каменного литья -
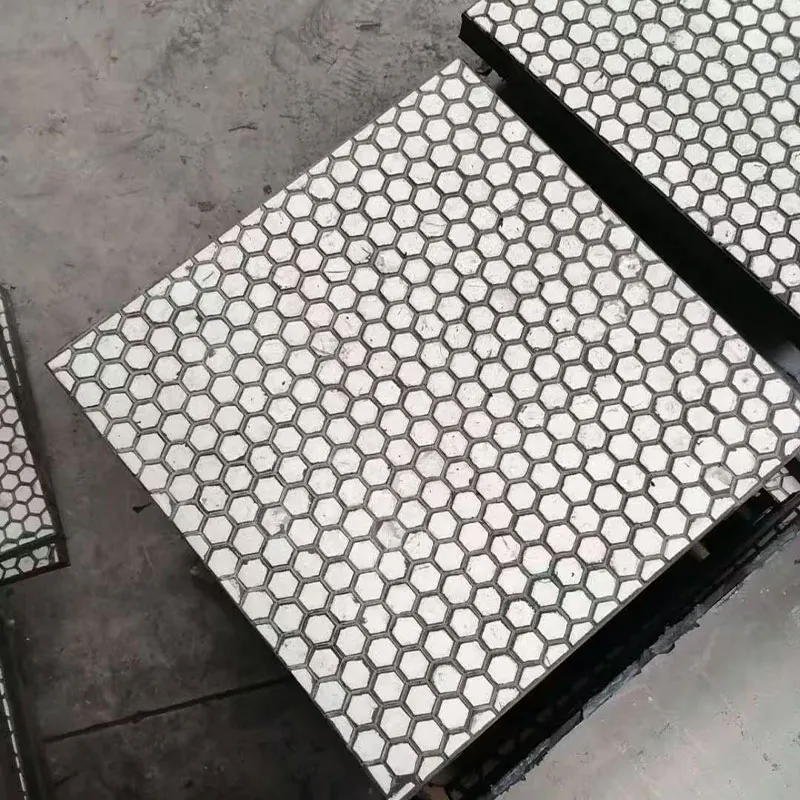 Кераморезиновая композитная футеровочная плита
Кераморезиновая композитная футеровочная плита -
 Труба из керамики самораспространяющегося высокотемпературного синтеза
Труба из керамики самораспространяющегося высокотемпературного синтеза -
 Литая базальтовая композитная труба
Литая базальтовая композитная труба
Связанный поиск
Связанный поиск- Керамическая износостойкая футеровочная плита
- Пластина из керамики на основе глинозём
- Труба из базальта
- Промышленной керамики
- Гидроциклон для первичной тонкой классификации
- Шары из оксида алюминия
- Керамическая пластина из al₂o₃
- Износостойкая керамика
- Износостойких задвижек из каменного литья
- Износостойкие керамические шары