
-


-


-


+8613562597539

-
+8613864588123

-
+8613153527352


Изготовитель абразивостойкой керамики
Когда говорят про изготовитель абразивостойкой керамики, многие сразу думают о составе или технологии обжига. Но по опыту — часто упускают из виду, как материал ведет себя в реальных условиях износа, не в лаборатории. Вот где начинаются настоящие проблемы.
Не просто керамика, а каменное литье
Мы в свое время много экспериментировали с разными методами. Порошковая прессовка, экструзия... но для действительно тяжелых условий, где нужна стойкость к абразиву плюс ударная вязкость, часто выигрывает именно каменное литье. Не та керамика, что для сантехники, а плотная, с низкой пористостью. Если взять, например, плиты из каменного литья для лотков на горно-обогатительной фабрике — там не просто песок сыпется, а руда с острыми краями, плюс влага, плюс вибрация. Обычная керамика может дать трещину со временем.
Вот тут многие поставщики ошибаются: делают акцент на твердость по шкале Мооса, но забывают про сопротивление удару. Я видел случаи, когда плита по твердости 9, но при монтаже болтами — сколы по краям. Потом на производстве эти сколы становятся точками начала разрушения. Поэтому в ООО Пэнлай Хуаань Фитинги Из Каменного Литья всегда уточняем у клиента: какие именно нагрузки, есть ли ударные, какая фракция абразива. И уже под это подбираем состав и метод литья.
На их сайте https://www.huaan-wear-resistant.ru видно, что они как раз делают упор на адаптацию к конкретным потребностям. Это не просто каталог с размерами, а подход под задачу. Для меня это показатель, что изготовитель понимает суть — абразивостойкость это не одно число, а комплекс свойств.
Где чаще всего ошибаются при выборе
Одна из частых ошибок — выбор только по толщине. 'Чем толще, тем лучше'. Не всегда. В некоторых узлах, например, в гибких трубных соединениях, слишком толстый керамический вкладыш снижает гибкость самого узла, приводит к усталостным напряжениям. Была история на цементном заводе: поставили соединения с толстой керамической футеровкой, через полгода пошли разрывы по металлической оболочке. Проблема была не в керамике, а в том, что конструкция стала слишком жесткой.
Другая ошибка — игнорирование температурного расширения. Керамика и металл расширяются по-разному. Если просто вставить керамическую втулку в стальной корпус и жестко закрепить, при цикличном нагреве (скажем, в системе пневмотранспорта горячей золы) могут пойти трещины. Поэтому в тех же трубах из каменного литья часто делают композитную конструкцию, с демпфирующим слоем или особой геометрией посадки.
Иногда заказчики требуют 'максимальную твердость'. Но для крупного абразива, размером 5-10 мм, иногда выгоднее материал чуть менее твердый, но более вязкий. Он будет не царапаться, а истираться более равномерно, без выкрашивания кусков. Это вопрос экономики ресурса.
Процесс производства: от сырья до контроля
Сырье — это отдельная тема. Глинозем (Al2O3) — это основа, но его марка и добавки решают все. Дешевый технический глинозем с высоким содержанием примесей даст более пористую структуру после обжига. Абразив именно что 'забивается' в поры и начинает работать как наждак, ускоряя износ. Мы перепробовали несколько поставщиков оксида алюминия, пока не нашли оптимальный по соотношению чистота/цена для разных задач.
Само каменное литье — это не просто разлить расплав в форму. Скорость охлаждения, температура литья, материал формы — все влияет на кристаллическую структуру. Если охлаждать слишком быстро, возникают внутренние напряжения. Они могут не проявиться сразу, но при первом же серьезном ударе плита лопнет. Контроль тут не только на выходе, а на каждом этапе. В том числе и контроль шихты перед плавкой.
После обжига идет часто механическая обработка. Вот для абразивостойкой керамики это критично. Резать или сверлить нужно алмазным инструментом с охлаждением, иначе можно создать микротрещины на кромках. Эти трещины потом в работе станут центрами разрушения. Поэтому ответственный изготовитель всегда указывает, можно ли сверлить изделие на месте или лучше заказать уже с готовыми отверстиями под конкретный чертеж.
Примеры из практики и неудачи
Был у нас проект для шлакового транспорта. Нужны были изогнутые участки труб — колена. Сделали по технологии каменного литья цельнолитые колена. Вроде бы все хорошо, тесты прошли. Но в эксплуатации выяснилось, что в определенной точке потока шлак ударяет не по всей поверхности, а концентрированно в одно место. Через 4 месяца локальный прогон. Урок: для изогнутых трасс иногда надежнее использовать не цельнолитое колено, а набор прямых труб из каменного литья и специальные износостойкие отводы, где геометрия рассчитана на перераспределение потока.
Другой случай — система аспирации на деревообработке. Казалось бы, щепа не такой уж абразив. Но там есть смолы, пыль, которые налипают на стенки. Поставили гладкую керамическую трубу. А она оказалась настолько гладкой, что налипший слой от вибрации откалывался целыми пластами и забивал фильтры. Пришлось экспериментировать с текстурой внутренней поверхности, чтобы слой держался более равномерно и сходил постепенно. Иногда 'самая стойкая' поверхность — не самое лучшее решение для технологии всего узла.
Поэтому сейчас, когда вижу ассортимент вроде того, что у ООО Пэнлай Хуаань — композитные трубы с каменным литьем, порошок каменного литья для ремонта, гибкие соединения — понимаю, что это наработки именно из таких практических ситуаций. Не просто продать изделие, а дать систему для поддержания оборудования в рабочем состоянии.
Что в итоге отличает настоящего производителя
Итак, для меня ключевое — не просто наличие печей для обжига. А способность вникнуть в технологический процесс заказчика. Где именно происходит износ? Какая среда? Есть ли удары? Циклы нагрева-охлаждения? Без этого даже самый качественный материал может не сработать.
Второе — честность в оценке возможностей. Иногда выгоднее для клиента использовать не чисто керамический элемент, а композит, или комбинацию материалов в разных зонах узла. Хороший изготовитель должен это предлагать и аргументировать, даже если это означает продать меньше керамики в чистом виде.
И третье — контроль. Не только выходной, а полная прослеживаемость партии сырья, параметров плавки, обжига. Потому что малейшее отклонение в процессе — и партия может вести себя иначе. В нашем деле мелочей нет. Собственно, поэтому и существует разделение между теми, кто просто делает 'керамику', и теми, кто является именно изготовителем абразивостойкой керамики для промышленности. Разница — в деталях и в понимании того, что происходит после того, как изделие покинуло завод.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Хомутовое гибкое трубное соединение
Хомутовое гибкое трубное соединение -
 Гидроциклон
Гидроциклон -
 Керамика из карбида кремния
Керамика из карбида кремния -
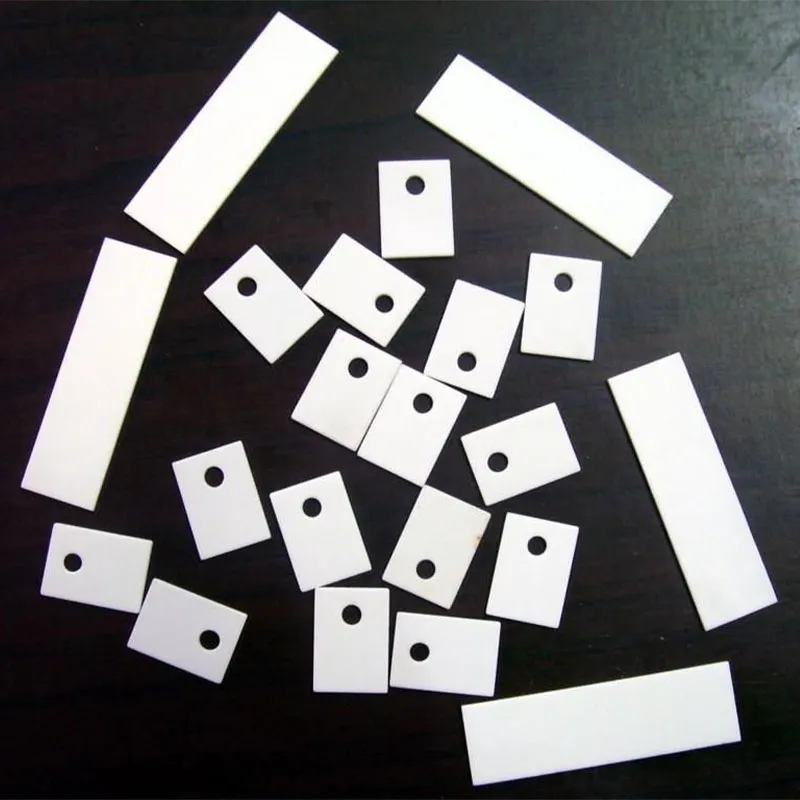 Керамическая износостойкая футеровочная плита
Керамическая износостойкая футеровочная плита -
 Износостойкая резиновая труба жидкофазного способа производства
Износостойкая резиновая труба жидкофазного способа производства -
 Износостойкий компенсатор из каменного литья
Износостойкий компенсатор из каменного литья -
 Литье базальтовые плиты
Литье базальтовые плиты -
 Клеевой состав
Клеевой состав -
 Серия NZB износостойких задвижек из каменного литья
Серия NZB износостойких задвижек из каменного литья -
 POE-износостойкая труба
POE-износостойкая труба -
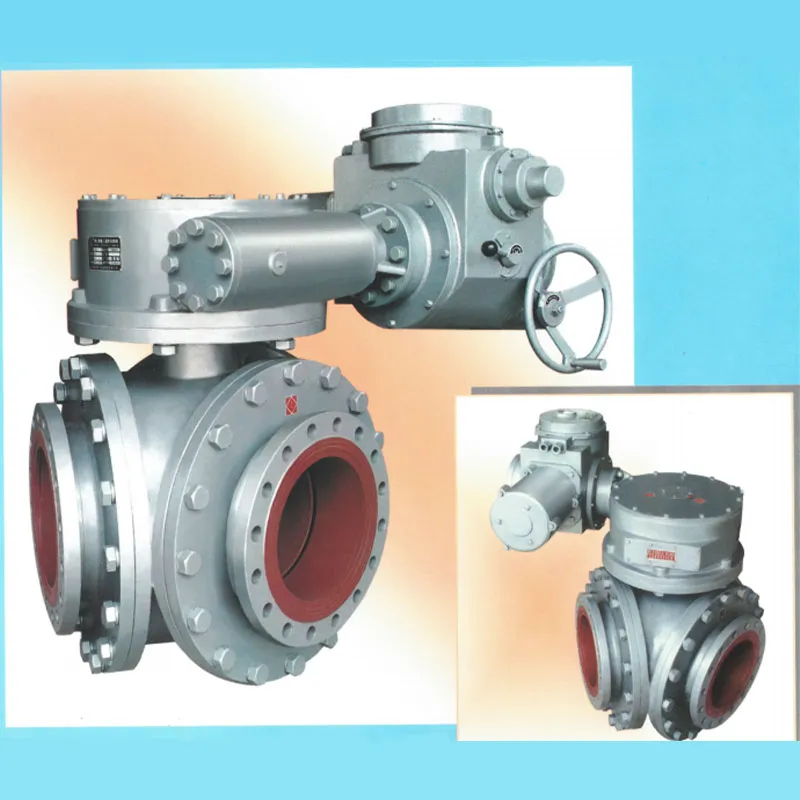 Серия NSQ шаровых трёхходовых переключающих клапанов из каменного литья
Серия NSQ шаровых трёхходовых переключающих клапанов из каменного литья -
 Литая керамическая износостойкая футеровочная плита
Литая керамическая износостойкая футеровочная плита
Связанный поиск
Связанный поиск- Отвод из композитного каменного литья
- Футерованная керамическая труба (оксид алюминия)
- Износостойкая футеровочная плита для хвостовых трубопроводов
- Клеевой состав
- Кераморезиновая футеровочная плита
- Футеровочная плита из каменного литья
- Литой базальт
- Металлокерамическая труба (al₂o₃)
- Износостойкий клапан с базальтовой футеровкой
- Трубопровод для хвостов