
-


-


-


+8613562597539

-
+8613864588123

-
+8613153527352


Карбидокремниевая керамика на заказ
Когда слышишь 'карбидокремниевая керамика на заказ', многие сразу представляют что-то вроде универсального волшебного материала, который решит все проблемы износа. На практике же — это всегда история про конкретные условия, компромиссы и очень внимательный диалог с технологом. Сам термин 'на заказ' часто понимают превратно: думают, что это просто вырезать деталь по чертежу. А на деле — это подбор зернистости, связки, режимов спекания и последующей механической обработки, которая порой съедает львиную долю бюджета.
Почему 'стандарта' не существует
Вот берём, к примеру, карбидокремниевую керамику для сопел распылителя. Казалось бы, деталь небольшая. Но если клиент из химической промышленности требует стойкость к определённой кислоте при высокой температуре, а другой — нуждается в максимальной абразивной стойкости для пескоструйной обработки, это будут два абсолютно разных материала по составу связки. Реакционно-спечённый карбид кремния (RBSiC) или спечённый (SSiC) — выбор здесь не по каталогу, а по опыту. Иногда приходится отговаривать от избыточных характеристик: да, материал выдержит 1600°C, но в вашем-то процессе максимум 800°C, зачем переплачивать за неиспользуемый ресурс и бороться с хрупкостью при механической обработке?
Одна из частых ошибок — не учитывать способ крепления керамического элемента в узле. Можно сделать идеальную вставку, но если тепловое расширение корпуса не просчитано, через несколько циклов — трещина. Тут уже не материал виноват, а конструкция. Поэтому наш диалог всегда начинается с вопроса: 'А как это будет установлено и работать?' Без этого — просто игра в угадайку.
Кстати, про обработку. Карбидокремниевая керамика после спекания — материал крайне твёрдый. Шлифовка алмазным инструментом — это норма, но точность в пределах 5 микрон и качество поверхности Ra 0.2 — это уже другой ценовой диапазон. Часто клиенты удивляются, почему простая на вид пластина стоит как сложная металлическая деталь. Ответ всегда в трудоёмкости постобработки и проценте брака на этих этапах.
Связь с другими решениями: пример из практики
Работая с такими запросами, часто видишь, что проблема клиента может быть решена иначе. Вот смотрите: компания ООО Пэнлай Хуаань Фитинги Из Каменного Литья (сайт huaan-wear-resistant.ru) специализируется на изделиях из каменного литья — плитах, трубах, композитных решениях. Их ниша — высокая износостойкость в условиях ударных и абразивных нагрузок. И иногда к нам приходят с запросом на карбидокремниевую керамику на заказ для условий, где каменное литьё было бы надёжнее и экономичнее.
Был случай: клиенту нужны были износостойкие вставки для транспортировки гранулированного шлака. Температура — до 400°C, среда — абразивная, но без агрессивных химикатов. Первая мысль — SiC. Но начали считать ресурс, ударные нагрузки при сбросе материала... Выяснилось, что композитная труба с каменным литьём от того же ООО Пэнлай Хуаань даст сопоставимый срок службы, но при этом будет гораздо лучше гасить вибрации и проще монтироваться. Предложили клиенту рассмотреть альтернативу — он в итоге согласился. Это к вопросу о том, что хороший поставщик должен думать о задаче, а не просто продать самый дорогой материал из своего ассортимента.
И наоборот, когда речь заходит о температурах за 1200°C в окислительной атмосфере или о необходимости исключительной химической инертности, тут уже каменное литьё не конкурент. Только карбидокремниевая керамика. Например, для направляющих в печах отжига или деталей теплообменников. Вот тут уже 'на заказ' означает тонкую настройку пористости и подбор добавок для управления теплопроводностью.
Тонкости производства и контроль
Самый нервный этап — спекание. Партия может уйти в брак из-за, казалось бы, мелочи: неравномерность уплотнения пресс-порошка, колебания температуры в печи в несколько десятков градусов. Визуально деталь после спекания может выглядеть нормально, а при ультразвуковом контроле обнаруживаются внутренние микротрещины. Поэтому мы всегда закладываем время и материал на пробные образцы. Нельзя сразу делать финальную партию — это путь к гарантийным случаям.
Ещё один момент — геометрия. Сложные фасонные изделия, особенно с внутренними полостями и тонкими перегородками, — это высший пилотаж. Усадка при спекании хоть и рассчитывается, но всегда есть разброс. Иногда проще и дешевле сделать деталь составной, из нескольких спечённых элементов, а потом их соединять. Но это опять же влияет на прочность. Объясняешь клиенту эти нюансы, показываешь примеры — часто первоначальный чертёж претерпевает изменения.
И про сырьё. Качество исходного порошка карбида кремния — основа. Размер частиц, чистота, форма зерна. Китайское сырьё дешевле, европейское — стабильнее. Выбор зависит от итоговых требований к детали. Для ответственных применений, где важен каждый процент надёжности, экономить на сырье — себе дороже. Но опять же, не всегда нужна 'космическая' чистота. Для некоторых прокладок или уплотнительных колец подойдёт и более доступный вариант.
Когда проект идёт не по плану
Признаться, не всё бывает гладко. Был заказ на керамические направляющие для высокотемпературной печи. Заказчик предоставил чертёж, мы всё сделали, казалось бы, по всем нормам. Но при монтаже выяснилось, что конструкторы не учли жёсткость крепления самого керамического элемента — он работал на изгиб, хотя был рассчитан только на сжатие. Результат — поломка при первом же тепловом цикле. Хорошо, что отношения с клиентом были выстроены честно: мы разделили затраты на новую партию, а их инженеры пересмотрели крепёжный узел. Теперь этот кейс у нас как учебный для предварительного обсуждения монтажа.
Другой пример — спешка. Клиенту срочно нужны были защитные пластины. Ускорили цикл спекания, подняли температуру... Получили повышенную пористость и сниженную прочность. Детали 'на глаз' были нормальные, но при испытаниях на ударную нагрузку не прошли. Пришлось всё переделывать с нуля, сроки сорвались. Вывод простой: технологии спекания карбидокремниевой керамики не терпят авралов. Их нельзя 'подогнать' без потери качества.
Такие ситуации как раз и формируют тот самый практический опыт, который не найдёшь в учебниках. Это знание, что определённая конфигурация детали с высокой вероятностью приведёт к концентрации напряжений, или что конкретный тип шлифовки после спекания может 'закрыть' поверхностные дефекты, но ослабит деталь в долгосрочной перспективе.
Взаимодействие с рынком и итоговые мысли
Сейчас многие ищут карбидокремниевую керамику на заказ через интернет, и это нормально. Но часто запросы слишком абстрактны: 'нужна стойкая керамика'. Без диалога тут не обойтись. Сайты вроде huaan-wear-resistant.ru хороши тем, что сразу видна специализация — каменное литьё для тяжёлых условий. Это фильтр для клиентов. У нас же задача сложнее — объяснить, где нужен именно SiC, а где можно обойтись более традиционными материалами.
Рынок становится требовательнее. Раньше часто шли по пути 'сделай, как у них'. Теперь запрашивают технико-экономическое обоснование, данные испытаний, хотят видеть микроструктуру материала. И это правильно. Карбидокремниевая керамика — дорогое решение, и его применение должно быть выверено.
В конечном счёте, успешный заказ — это когда после поставки и полугода эксплуатации клиент пишет: 'Всё работает, ресурс пока даже выше расчётного'. Это значит, что мы вместе правильно оценили условия, выбрали адекватную марку материала и геометрию, а производство не сэкономило на контроле. И тогда фраза 'на заказ' наполняется реальным смыслом — не просто изготовление по чертежу, а совместное инженерное решение сложной эксплуатационной задачи. Именно к этому стоит стремиться в каждом новом проекте.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Литье базальтовые плиты
Литье базальтовые плиты -
 Кераморезиновая композитная футеровочная плита
Кераморезиновая композитная футеровочная плита -
 Базальтовая литая плитка для автомобильного испытательного полигона
Базальтовая литая плитка для автомобильного испытательного полигона -
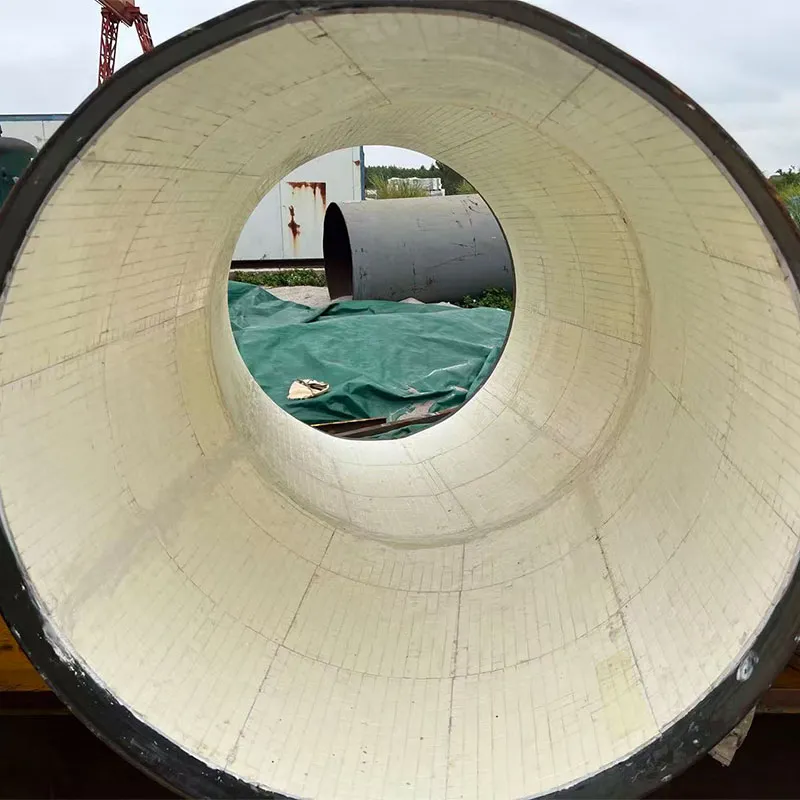 Износостойкий керамический трубопровод
Износостойкий керамический трубопровод -
 Литые базальтовые трубы
Литые базальтовые трубы -
 Серия NQ шаровых износостойких кранов из каменного литья
Серия NQ шаровых износостойких кранов из каменного литья -
 Шары из Al₂O₃
Шары из Al₂O₃ -
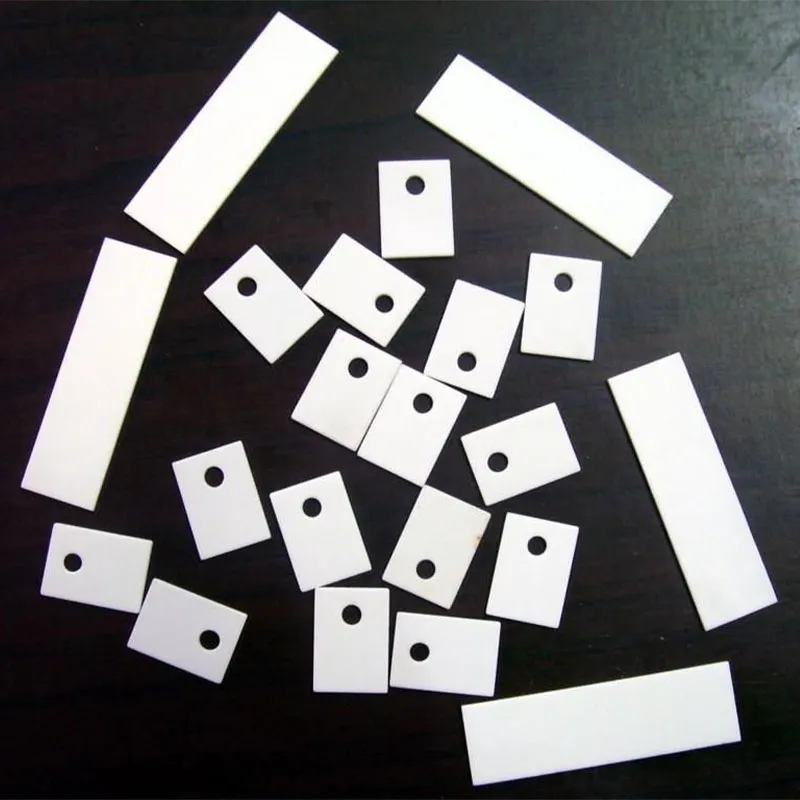
 Керамика из карбида кремния
Керамика из карбида кремния -
 Труба из керамики самораспространяющегося высокотемпературного синтеза
Труба из керамики самораспространяющегося высокотемпературного синтеза -
 POE-износостойкая труба
POE-износостойкая труба -
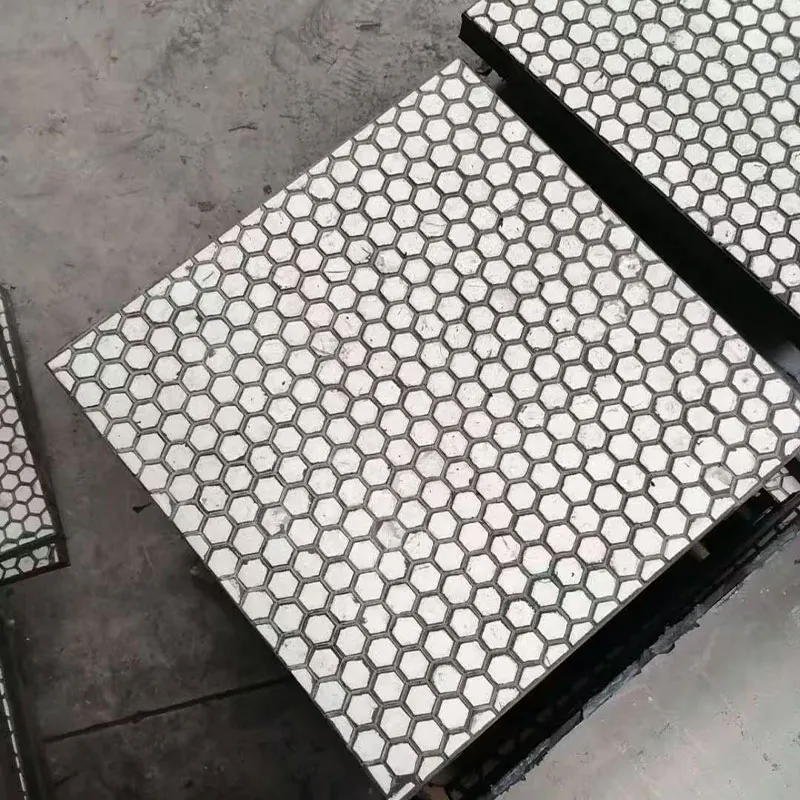
 Керамическая износостойкая футеровочная плита
Керамическая износостойкая футеровочная плита -
 Гидроциклон
Гидроциклон
Связанный поиск
Связанный поиск- Кераморезиновая футеровочная плита
- Литье базальтовые плиты
- Базальтовое каменное литьё на заказ
- Пластина из керамики на основе глинозём
- Износостойкая легированная труба
- Абразивостойкая футеровка трубопровода
- Износостойкая керамическая композитная труба
- Керамическая плита al₂o₃-95%
- Износостойкая футеровочная плита для хвостовых трубопроводов
- Гидроциклон для первичной классификации