
-


-


-


+8613562597539

-
+8613864588123

-
+8613153527352


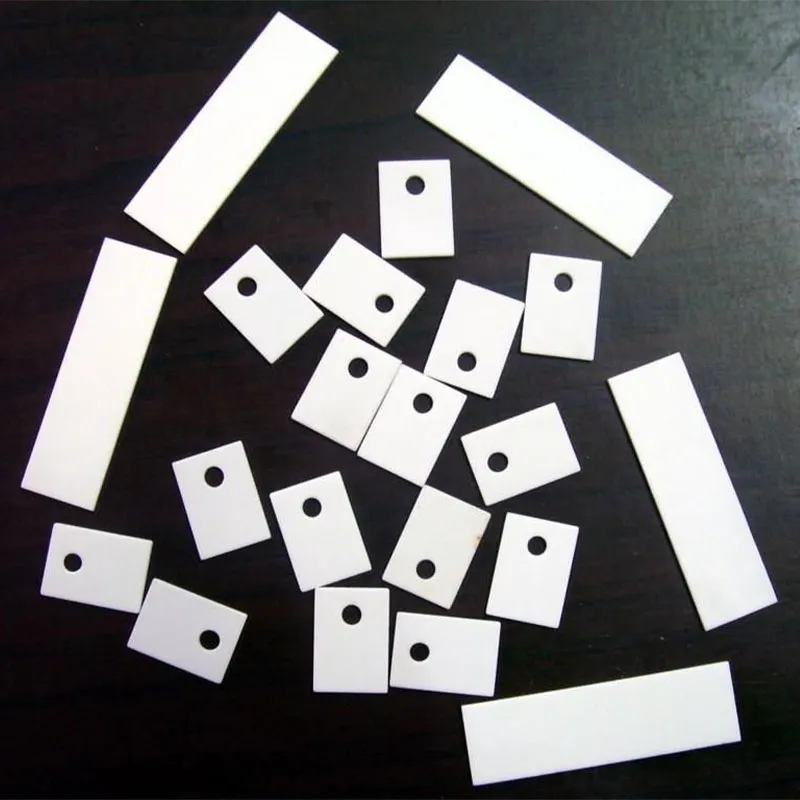
Керамика на основе глинозём нестандартных размеров
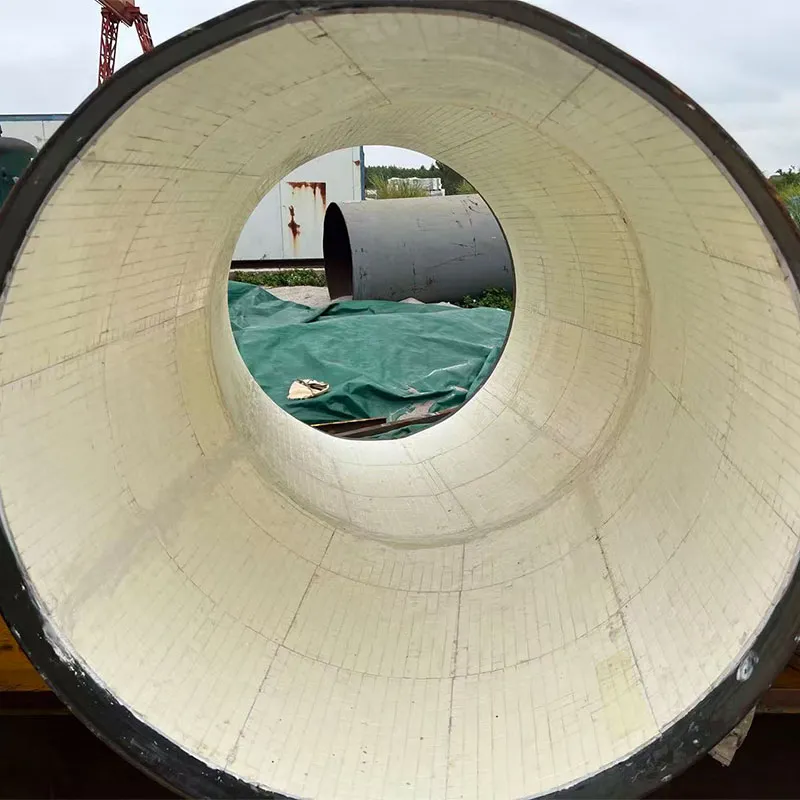
Когда слышишь ?керамика на основе глинозёма нестандартных размеров?, многие сразу думают о простом увеличении или уменьшении типовой плитки. На деле же — это целая история про компромиссы между свойствами материала, технологией формовки и, что часто упускают, логистикой готового изделия. Сам глинозём, его фракция, связка — это только полдела. Основная головная боль начинается, когда чертёж поступает в цех, а там понимают, что пресс-форма под такой размер и конфигурацию — это или недели на проектирование, или риск внутренних напряжений после обжига. Я не раз видел, как заказчики из горно-обогатительного комбината требовали огромные футеровочные плиты сложной формы для износостойкой защиты, но не учитывали усадку. В итоге после термообработки геометрия ?уходила?, и деталь не становилась на место. Приходилось объяснять, что нестандарт — это не ?сделаем как-нибудь?, а отдельный технологический маршрут.
Где рождается нестандарт: от эскиза к шихте
Всё начинается с запроса. Допустим, нужна не просто плита, а сегментированный изогнутый лоток для транспортировки абразивного песка. Типовых решений нет. Первое, что делаем — анализируем условия эксплуатации: ударная нагрузка, температура, химическая среда. От этого зависит выбор марки глинозёмной керамики. Высокоглинозёмистая — например, с содержанием Al2O3 92-95% — даёт отличную износостойкость, но она же и более хрупкая при динамических ударах. Иногда для таких случаев лучше компромисс — скажем, 85% глинозёма с добавками циркония для повышения вязкости.
Потом идёт проработка геометрии. Тут важно не просто нарисовать контур, а понять, как масса будет вести себя в форме. Глубокие полости, резкие перепады толщин — это зоны риска для образования пустот и неравномерной плотности после прессования. Однажды для керамики нестандартных размеров в виде сложного тройника мы потратили три итерации на корректировку углов подпора в пресс-форме. Сначала выходили трещины по радиусу, потому что масса ?запиралась? и не могла равномерно уплотниться.
Состав шихты — отдельная наука. Помимо основного глинозёма, играемся с пластификаторами и временными связками. Для крупногабаритных изделий часто нужны более пластичные смеси, чтобы избежать расслоения. Но тут палка о двух концах: излишняя пластичность после сушки может дать большую усадку и коробление. Эмпирическим путём, через серию пробных обжигов, выходим на оптимальный рецепт. Это не быстрый процесс.
Прессование и обжиг: точка невозврата
Самая критичная стадия. Для нестандартных размеров классическое одноосное прессование может не подойти. Если изделие длинное и относительно тонкое (например, защитная накладка для конвейерной балки), давление по всей площади будет неравномерным. Мы пробовали изготавливать такие изделия на гидравлическом прессе с плавающей матрицей, но столкнулись с проблемой ?зелёной? (необожжённой) прочности — заготовка разваливалась при извлечении. Пришлось комбинировать методы: сначала изостатическое прессование заготовки, а потом механическая доводка до точных размеров в ?зелёном? состоянии. Дорого, но для ответственных узлов — оправдано.
Печь — это святая святых. Расположение изделия на кассете, скорость нагрева, особенно в интервале удаления связок (обычно 300-600°C), температура и время выдержки при максимуме. Для крупных изделий перепад температуры в разных точках заготовки — убийца. Видел, как отличная, казалось бы, плита размером под метр, после обжига пошла ?пропеллером? из-за того, что с одной стороны печи была плохая циркуляция горячих газов. Теперь для каждого нового крупного формата мы сначала делаем тепловое моделирование, размещая термопары в макете из шамота.
Именно на этапе обжига проявляются все скрытые дефекты прессования. Микротрещины, поры, зоны с разной плотностью. После выгрузки идёт обязательный контроль ультразвуком или даже радиографией для ответственных деталей. Бывает, что внешне идеальная деталь имеет внутреннюю несплошность, которая раскроется при первой же ударной нагрузке. Такую партию — в брак, без сожалений.
Опыт коллег и синергия материалов
Работая в сфере износостойких решений, постоянно следишь за тем, что делают другие. Вот, например, компания ООО Пэнлай Хуаань Фитинги Из Каменного Литья (их сайт — huaan-wear-resistant.ru) специализируется на изделиях из каменного литья — плитах, трубах, композитных решениях. Это, по сути, другой класс материалов — минеральное литьё на основе базальта или аналогичных пород. Но задачи у нас часто пересекаются: защита от абразивного износа в жёстких условиях. Интересно их подход к адаптации продукции под конкретные нужды клиента, что они и указывают в своём позиционировании. Для нас, работающих с глинозёмной керамикой, это полезный ориентир в части гибкости сервиса.
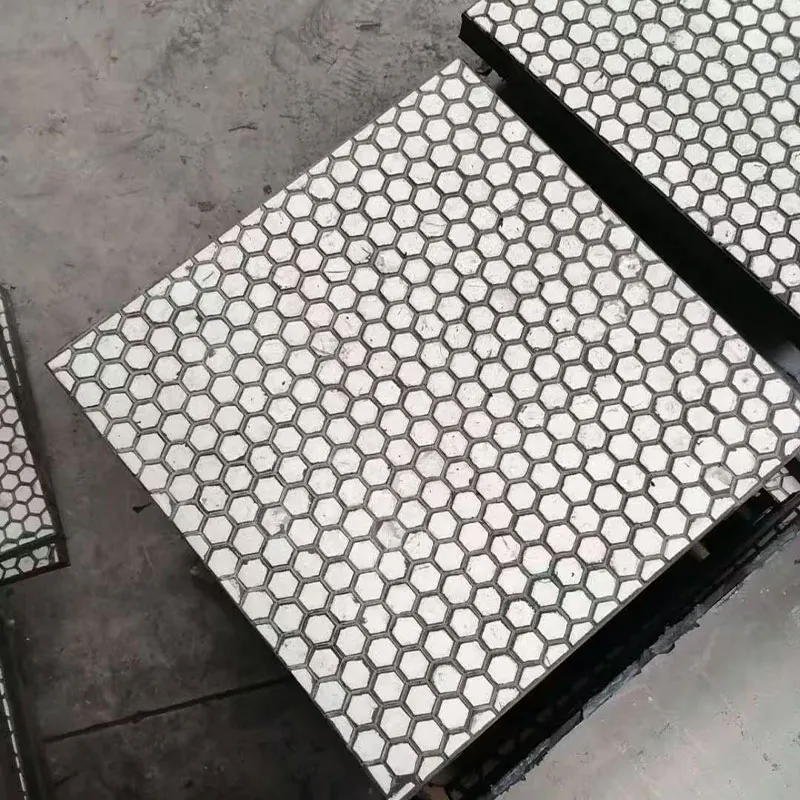
Иногда оптимальное решение — не чистая керамика, а композит. Например, тыльная сторона крупной керамической плиты армируется стальным листом или заливается в резиновую матрицу. Это решает проблему монтажа и компенсирует хрупкость керамики на изгиб. Мы делали такие панели для классификаторов на обогатительных фабриках. Ключевое — обеспечить прочное и долговечное сцепление между материалами с разными ТКЛР (температурными коэффициентами линейного расширения). Эпоксидные составы здесь не всегда работают, особенно при циклическом нагреве. Применяли механическое крепление через заранее сформированные в керамике пазы.
Случай из практики: заказчик хотел защитить быстроизнашиваемый участок винтового конвейера. Цельная керамическая вставка по спирали была невозможна в изготовлении. Разбили конструкцию на сегменты-?лепестки? нестандартного размера, но с унифицированным креплением. Проблема была в стыках — абразив находил малейшую щель и выедал основой металл. Пришлось разрабатывать особую геометрию замкового стыка с перекрытием, что добавило сложности в пресс-формы, но решило проблему. Это тот самый момент, когда теория упирается в цеховую реальность.
Логистика и экономика ?особого? размера
Мало сделать — нужно довезти и смонтировать. Хрупкость — главный враг. Упаковка для крупногабаритной керамики — это часто индивидуальный проект. Жёсткий каркас, демпфирующие вставки, чёткая маркировка ?верх/низ? и ?не бросать?. Один раз из-за халатной погрузки на складе перевозчика треснула партия дорогостоящих футеровочных кирпичей. С тех пор прописываем в договоре схемы погрузки-разгрузки и часто контролируем процесс лично.
Стоимость. Керамика на основе глинозёма нестандартных размеров никогда не будет стоить как рядовой товар. Цена складывается из стоимости спецоснастки (пресс-формы, кассеты для обжига), увеличенного технологического цикла, повышенного процента брака и ручного труда на многих операциях. Клиенту это нужно объяснять на берегу. Иногда, после оценки, он пересматривает проект в сторону использования наборов из более мелких типовых элементов. И это нормально. Наша задача — предложить оптимальное по техпараметрам и экономике решение, а не впарить самое сложное.
В конце концов, успех в этой нише — это не только про технологию, но и про диалог. Понимание истинной потребности заказчика, которая иногда скрывается за первоначальным запросом. Умение сказать: ?Да, мы можем сделать такой монолит, но вот риски и стоимость. А давайте рассмотрим альтернативу из скомпонованных блоков??. Это и есть настоящая работа с нестандартными размерами — найти баланс между желаемым, возможным и разумным.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Серия NQ шаровых износостойких кранов из каменного литья
Серия NQ шаровых износостойких кранов из каменного литья -
 Керамика из карбида кремния
Керамика из карбида кремния -
 Базальтовая литая плитка для автомобильного испытательного полигона
Базальтовая литая плитка для автомобильного испытательного полигона -
 Хомутовое гибкое трубное соединение
Хомутовое гибкое трубное соединение -
 Клеевой состав
Клеевой состав -
 Износостойкий керамический трубопровод
Износостойкий керамический трубопровод -
 Износостойкая легированная труба
Износостойкая легированная труба -
 Литая базальтовая композитная труба
Литая базальтовая композитная труба -
 Керамическая износостойкая футеровочная плита
Керамическая износостойкая футеровочная плита -
 Износостойкая резиновая труба жидкофазного способа производства
Износостойкая резиновая труба жидкофазного способа производства -
 Износостойкий компенсатор из каменного литья
Износостойкий компенсатор из каменного литья -
 POE-износостойкая труба
POE-износостойкая труба
Связанный поиск
Связанный поиск- Износостойкая пластина из керамической резины
- Труба из базальта
- Гидроциклон с плоским дном
- Высококачественная износостойкая керамика
- Износостойкая керамика
- Керамическая пластина из глинозём
- Карбидокремниевая керамика на заказ
- Литая базальтовая композитная труба
- Базальтовая литая плита
- Высокоэффективный сгущающий гидроциклон