
-


-


-


+8613562597539

-
+8613864588123

-
+8613153527352


Керамическая износостойкая плита для футеровки
Когда слышишь ?керамическая износостойкая плита?, первое, что приходит в голову многим — это что-то хрупкое, стекловидное, для деликатных условий. Вот тут и кроется главная ошибка, с которой сталкивался не раз. На деле, если говорить о настоящей, правильно изготовленной керамической износостойкой плите для футеровки, речь идет об одном из самых жестких материалов для борьбы с абразивом. Но не всякая керамика одинакова, и это ключевой момент. Часто заказчики просят ?керамическую плиту?, подразумевая алюмооксидную, но не учитывают ни фракцию абразива, ни ударную нагрузку, ни температурный режим. В итоге — быстрое разрушение, разочарование в материале и лишние траты. Сам проходил через это, когда лет десять назад решил применить стандартные 92% Al2O3 плиты на разгрузочном лотке дробилки. Материал был твердый, да, но через три месяца — сетка трещин и выкрошившиеся фрагменты. Оказалось, не хватило вязкости, не тот тип микроструктуры под конкретный удар с крупной рудой.
Что скрывается за названием: состав и структура
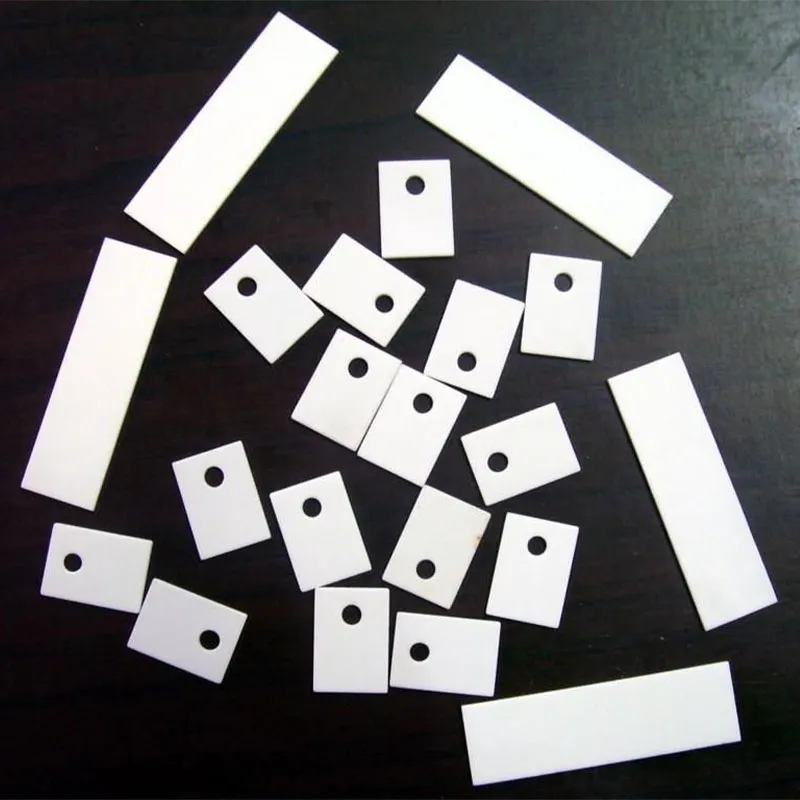
Итак, ?керамика? — это слишком широко. В контексте футеровки обычно подразумевают плиты на основе оксида алюминия (Al2O3). Но процентное содержание — от 85% до 99,5% — диктует совершенно разные свойства. Для большинства промышленных задач, связанных с истиранием, золой, песком, часто оптимальны плиты с содержанием 92-95%. Они дают баланс между износостойкостью, ударной вязкостью и стоимостью. Более высокие марки, 99%, уже более хрупкие, их резонно ставить там, где чистый абразив без удара, например, в системах пневмотранспорта мелкодисперсных материалов.
Важнее даже состава — микроструктура. Плита должна быть не просто спеченной, а иметь плотную, равномерную структуру без внутренних напряжений и крупных пор. Иногда видишь образцы, где поверхность вроде гладкая, а на спиле видна слоистость или неоднородность зерна. Это брак технологический, который вылезет в работе. Сейчас многие производители переходят на методы изостатического прессования, чтобы добиться однородности по всему объему плиты, а не только на поверхности.
Толщина — отдельная тема. Стандартные 10, 15, 20, 30 мм. Казалось бы, бери толще — и будет дольше служить. Но нет. Слишком толстая плита из высокоглиноземистой керамики хуже гасит ударные нагрузки, может растрескаться от вибрации основания. Опытным путем для лотков с падающей горной массой мы пришли к комбинации: резиновая или полиуретановая подложка, а сверху керамическая плита 20 мм. Это гасит удар и предотвращает откалывание. Кстати, о креплении. Раньше часто сажали на эпоксидные клеи, но в условиях вибрации и перепадов температур это слабое место. Сейчас предпочтение — механический крепеж, винты с потайной головкой или специальные металлические гильзы с резиновыми компенсаторами.
Практика применения: где работает, а где нет
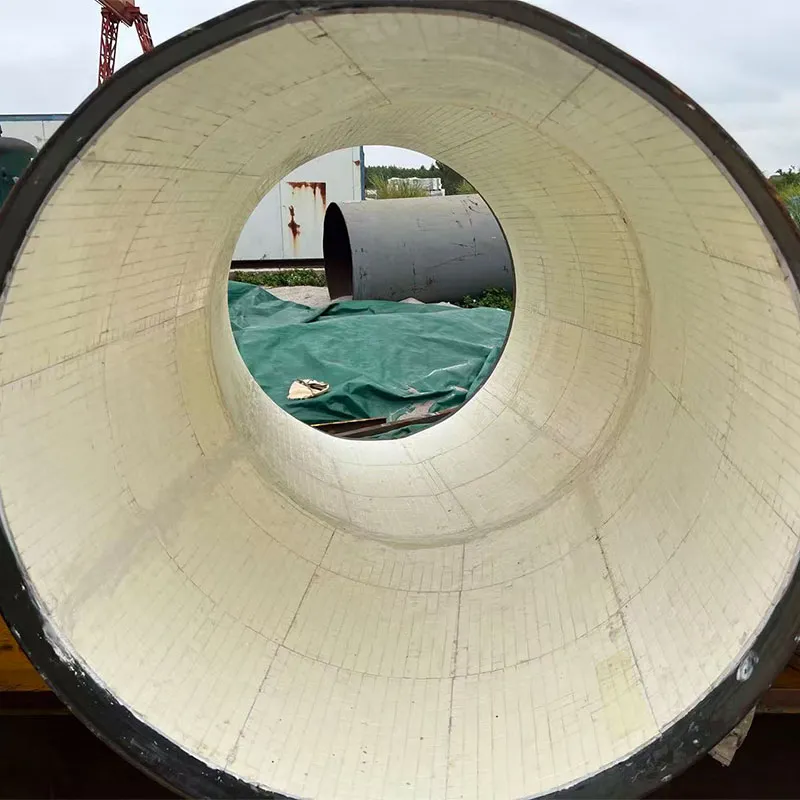
Классика жанра — футеровка циклонов-разгрузителей на ТЭЦ. Зола-унос, температура до 250°C, постоянный поток под углом. Здесь керамическая износостойкая плита практически незаменима. Срок службы качественной плиты может в 8-10 раз превышать срок службы легированной стали. Но важно правильно подготовить поверхность. Если старая футеровка была стальной и основание ?повело?, нужно выравнивать цементно-полимерным раствором, иначе плита ляжет с пустотами, и под ней начнется подработка и разрушение.
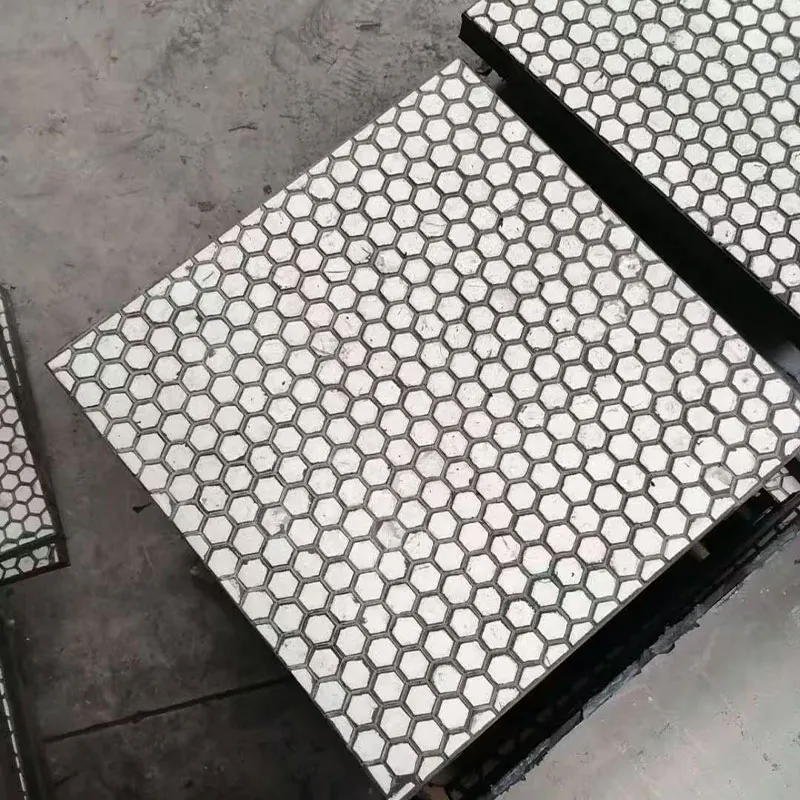
Другой пример — рудоподготовка, лотки под питателями дробилок. Здесь, как я уже упоминал, чистую керамику может порвать. Решение — композитные плиты. Есть технология, когда в стальную или полиуретановую матрицу запрессовываются керамические вставки (черепички или цилиндры). Получается гибкая основа, принимающая удар, и износостойкие керамические элементы, принимающие на себя основной абразивный износ. Это дороже, но для условий с крупным куском и падением с высоты — часто единственный рабочий вариант.
А вот для футеровки желобов гидротранспорта пульпы (например, хвосты обогатительной фабрики) — здесь нужно смотреть на размер твердых частиц. Если песок мелкий, керамическая плита прослужит долго. Если есть более крупные включения (плюс 5 мм), может начаться выбивание мест вокруг крепежных отверстий. В таких случаях иногда эффективнее оказываются не плиты, а кирпичики меньшего размера, уложенные со смещением швов, как кладка. Это распределяет нагрузку.
Ошибки монтажа и эксплуатации, которых стоит избегать
Самая частая ошибка — экономия на подготовке основания. Нельзя монтировать плиты на ржавую, неровную или загрязненную маслом поверхность. Адгезия клея или плотность прилегания будут нулевыми. Нужна пескоструйная обработка до чистого металла. Вторая ошибка — неправильный зазор между плитами. Если делать ?впритык?, то при тепловом расширении или небольшом прогибе основания плиты начнут давить друг на друга краями и скалываться. Нужен технологический зазор 2-3 мм, который потом заполняется стойким эластичным герметиком.
Еще один нюанс — резка и сверление на объекте. Керамику режут алмазными дисками с водяным охлаждением. Если пилить ?насухую?, возникают микротрещины, которые потом разрастаются. То же самое со сверлением под крепеж — нужно специальное алмазное корончатое сверло, аккуратно, без ударных нагрузок. Видел, как монтажники пытались пробить отверстия перфоратором — плита раскалывалась пополам.
И эксплуатация. Кажется, поставил и забыл. Но нет. Первый месяц-два стоит делать периодический осмотр, проверять, не появились ли сколы, не ослабли ли крепежные элементы. Особенно в зонах прямого удара. Иногда один выбитый элемент может привести к лавинообразному разрушению соседних плит, так как поток начинает бить в незащищенное основание и подрывать края соседней керамики.
О поставщиках и материалах: взгляд изнутри отрасли
Рынок насыщен предложениями, но качество сильно гуляет. Один из проверенных вариантов, с которым приходилось иметь дело в последнее время — материалы от ООО Пэнлай Хуаань Фитинги Из Каменного Литья. Они, кстати, позиционируют себя именно как специалисты по решениям из каменного литья, что близко к теме. Их сайт — huaan-wear-resistant.ru — содержит информацию не только о плитах, но и о комплексном подходе к системам защиты от износа. Что важно в их предложении? Акцент на адаптацию под конкретные нужды клиента. Это не просто ?вот плита, 95%?. Они спрашивают про условия, про фракцию, про температуру, и могут предложить разные варианты структуры материала.
В их ассортименте, как указано в описании, помимо керамических износостойких плит для футеровки, есть и другие родственные продукты: плиты из каменного литья, трубы, композитные решения, порошки. Это говорит о понимании проблемы в комплексе. Часто ведь проблема износа стоит не только на плоской поверхности, но и на радиальных — в трубах, коленах. Иметь возможность закрыть все узлы одним, технологически совместимым материалом — это большое преимущество для заказчика. Упрощает логистику, монтаж и дальнейшее обслуживание.
Работая с такими поставщиками, важно четко формулировать техзадание. Не ?нужна керамика?, а ?футеровка лотка длиной 10 м, угол наклона 15°, материал — угольная мелочь с включениями породы до 10 мм, температура до 80°C?. Тогда можно получить адекватную рекомендацию: возможно, это будет не чистая плита, а композит на основе их каменного литья с керамическими элементами. Их подход к гибким трубным соединениям, кстати, тоже важен — часто точки наибольшего износа находятся как раз в местах стыков и изменений направления потока.
Вместо заключения: мысли на будущее
Тенденция видится в комбинировании материалов. Чистая керамика — отличный материал, но не панацея. Будущее, думаю, за гибридными системами: основа (металл, полимер, резина) + износостойкие вставки (керамика, карбиды). Это позволяет нивелировать недостатки каждого материала и получить синергетический эффект. Уже появляются плиты, где керамические элементы вплавляются в металлическую матрицу на этапе производства, создавая монолитную, но не хрупкую структуру.
Другое направление — улучшение систем крепления. Клиновые системы, системы ?ласточкин хвост?, позволяющие быстро заменить один поврежденный элемент без демонтажа всей панели. Это снижает время простоя оборудования, что в итоге экономит больше денег, чем сама стоимость футеровки.
В общем, тема керамической износостойкой плиты далека от исчерпания. Это не просто кусок спеченного оксида алюминия, а целая инженерная задача, где нужно учитывать десятки факторов. И главный вывод, который можно сделать: не существует лучшей плиты ?вообще?. Есть оптимальное решение для конкретных условий. И его поиск — это и есть работа инженера или технолога, который берет в руки не каталог, а сначала смотрит на технологическую карту процесса.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Литые базальтовые трубы
Литые базальтовые трубы -
 Износостойкий керамический трубопровод
Износостойкий керамический трубопровод -
 Износостойкий компенсатор из каменного литья
Износостойкий компенсатор из каменного литья -
 Кераморезиновая композитная футеровочная плита
Кераморезиновая композитная футеровочная плита -
 Литье базальтовые плиты
Литье базальтовые плиты -
 Литая базальтовая композитная труба
Литая базальтовая композитная труба -
 Серия NQ шаровых износостойких кранов из каменного литья
Серия NQ шаровых износостойких кранов из каменного литья -
 Керамика из карбида кремния
Керамика из карбида кремния -
 Гидроциклон
Гидроциклон -
 Керамическая износостойкая футеровочная плита
Керамическая износостойкая футеровочная плита -
 Базальтовая литая плитка для автомобильного испытательного полигона
Базальтовая литая плитка для автомобильного испытательного полигона -
 Клеевой состав
Клеевой состав
Связанный поиск
Связанный поиск- Износостойкая арматура
- Футеровка из литого базальта
- Литой базальт
- Износостойкое базальтовое каменное литьё для промышленного применения
- Керамическая труба al₂o₃-95%
- Износостойкий клапан с футеровкой из каменного литья
- Износостойкий шаровой кран с футеровкой из каменного литья
- Гидроциклон с плоским дном
- Керамическая труба из глинозём
- Труба из карбидокремниевой (sic) керамики