
-


-


-


+8613562597539

-
+8613864588123

-
+8613153527352


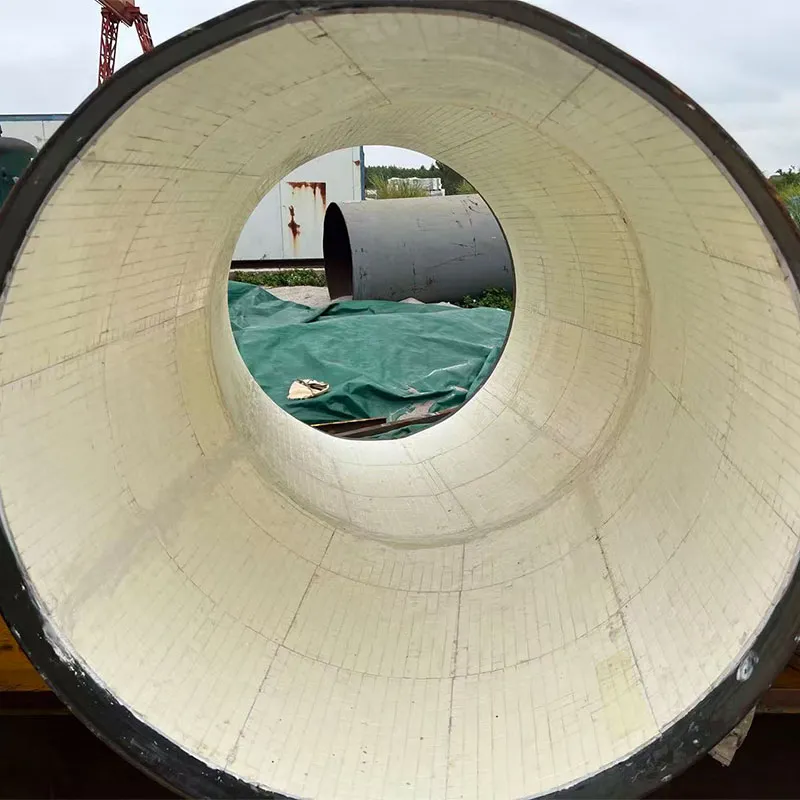
Литые каменные плиты
Когда слышишь ?литые каменные плиты?, многие представляют себе просто толстые, грубые плиты, отлитые из расплава горных пород. На деле всё куда тоньше. Это не природный камень, который распилили, а именно сложный композитный материал, получаемый методом литья. И главное заблуждение здесь — считать, что все они одинаковы и годятся под любую задачу. От состава шихты, температуры плавления, скорости охлаждения зависит всё: и износостойкость, и ударная вязкость, и стойкость к химикатам. Я много раз видел, как заказчики, пытаясь сэкономить, брали первые попавшиеся плиты для условий с ударными нагрузками, а потом удивлялись, почему они покрылись трещинами за месяц. Это не тот случай, где можно брать ?что подешевле?.
Из чего рождается прочность: неочевидные детали процесса
Основа всего — сырьё. Не просто ?базальт? или ?диабаз?, а конкретный карьер с конкретным химическим составом. Малейший перекос в содержании оксидов алюминия или железа может серьёзно повлиять на кристаллизацию. Мы как-то работали с материалом из одного месторождения, который вроде бы по паспорту идеально подходил для изготовления литых каменных плит для желобов. Но в процессе эксплуатации выяснилось, что в нём был повышенный процент нестабильных минералов, которые при циклическом нагреве-охлаждении давали микротрещины. Пришлось срочно менять поставщика сырья, и это был дорогой урок.
Температурный режим — это отдельная песня. Здесь нельзя просто ?разогреть до 1300 и вылить?. Есть этапы: нагрев, выдержка для гомогенизации расплава, собственно литьё, а потом контролируемое охлаждение — отжиг. Если поторопиться с охлаждением, в массе останутся внутренние напряжения. Плита может быть внешне идеальна, но при первой же серьёзной ударной нагрузке расколоться по невидимой глазу границе. Я всегда прошу технологов предоставить графики термообработки для критичных партий.
Формовка — кажется простым этапом, но и здесь есть нюансы. Конфигурация литниковой системы, материал формы (чаще всего металлические изложницы с особым покрытием) — всё это влияет на качество поверхности и краёв плиты. Заусенцы и наплывы — это не только эстетический дефект. В условиях абразивного износа такой выступ станет точкой концентрации напряжения и начнёт разрушаться первым, запуская процесс эрозии всей плиты.
Где они реально работают, а где нет: примеры с полигона
Классика жанра — футеровка бункеров на горно-обогатительных комбинатах. Здесь главный враг — абразив. Постоянное скольжение руды, песка, щебня. Толщина плит, их формат (часто это не просто квадраты, а трапециевидные элементы для удобства монтажа), способ крепления — всё просчитывается. Но вот что важно: для дна бункера и для его стенок иногда нужны плиты с разными характеристиками. На дно — более толстые, с повышенной износостойкостью к истиранию, на стенки — может, чуть тоньше, но с лучшим сопротивлением удару при загрузке крупных кусков.
Другой интересный кейс — гидроциклоны и пескоотделители на буровых. Тут уже добавляется химическая агрессия от буровых растворов и высокие скорости потока пульпы. Обычная сталь здесь сдаётся быстро. А вот правильно подобранные литые каменные плиты показывают себя отлично. Но ключевое слово — ?правильно подобранные?. Как-то раз нам поставили задачу защитить участок трубопровода, транспортирующего шлам с абразивом и слабокислой средой. Мы по умолчанию предложили стандартное решение, но оно не сработало в полной мере — химическая составляющая оказалась значимее, чем мы думали. Пришлось углубляться в подбор состава шихты с упором на кислотостойкие компоненты.
А вот для ударно-молотковых дробилок — это спорное решение. Да, износостойкость высочайшая. Но хрупкость материала, хоть и невысокая, всё же присутствует. При прямом, лобовом ударе массивным металлическим предметом (например, ?негабаритом? в руде) есть риск скола. Здесь чаще идёт комбинация: основа из высокопрочной стали, а на самые нагруженные точки — вставки из каменного литья. Это тот самый композитный подход, который продлевает жизнь узла в разы.
Про компанию ООО Пэнлай Хуаань и их подход
На рынке не так много игроков, которые глубоко погружены именно в технологию, а не просто торгуют готовыми изделиями. Вот, например, ООО Пэнлай Хуаань Фитинги Из Каменного Литья. С их сайта (huaan-wear-resistant.ru) видно, что они работают не только с плитами, но и с трубами, композитными решениями, даже порошками. Это важный признак: компания понимает процесс от сырья до сложного изделия. Их профиль — адаптация под конкретные нужды, что в нашем деле критически важно. Стандартных решений почти не бывает.
Что мне импонирует в их подходе, судя по описанию проектов, — это работа с клиентом на этапе диагностики. Не ?вот наш каталог, выбирайте?, а попытка разобраться: какая именно среда, температурный режим, тип абразива, размер частиц, наличие химических реагентов. Только после этого они предлагают конкретный состав материала для литых каменных плит или, возможно, комбинацию плит и труб для системы. Это практический, а не кабинетный подход.
У них в ассортименте, кстати, есть и гибкие трубные соединения с элементами из каменного литья. Это интересное решение для вибронагруженных участков трубопроводов, где жёсткое соединение быстро бы вышло из строя. Такие детали говорят о том, что инженеры компании думают не об отдельном продукте, а о системе в целом и её слабых местах.
Ошибки монтажа, которые сводят на нет все преимущества
Самая качественная плита может быть безнадёжно испорчена при установке. Первое — подготовка основания. Оно должно быть ровным, прочным и чистым. Монтаж на неровную, ?играющую? поверхность приведёт к точечным нагрузкам и раскалыванию. Второе — раствор или мастика для крепления. Она должна иметь коэффициент температурного расширения, близкий к материалу плиты, и сохранять эластичность. Жёсткий цементный раствор в условиях вибрации — путь к образованию зазоров и выпадению плит.
Крепёж. Часто используются специальные анкерные болты с увеличенными шайбами. Отверстия под них нужно сверлить аккуратно, алмазным инструментом, без ударных нагрузок, чтобы не создать микротрещины. Затягивать крепёж нужно с определённым моментом, не пережимая, но и не оставляя люфта. Я видел случаи, когда плиты отваливались целыми рядами потому, что монтажники закрутили болты ?от души?, создав колоссальные напряжения в точках крепления.
Зазоры между плитами. Их нельзя просто заделать тем же раствором. Нужны специальные эластичные заполнители, которые компенсируют тепловое расширение и не выкрашиваются под воздействием абразива. Игнорирование этого этапа — гарантия того, что разрушение начнётся со швов, а потом перейдёт и на сами плиты.
Взгляд вперёд: куда движется технология
Сейчас тренд — не на увеличение толщины и массы, а на повышение эффективности. Разработка более тонких, но при этом более износостойких плит за счёт оптимизации состава и структуры материала. Речь идёт о направленной кристаллизации, создании своеобразного ?армирования? внутри самой плиты. Это сложно и дорого, но для ответственных применений уже начинает работать.
Другое направление — гибридизация. Не просто литые каменные плиты, а слоистые композиты. Например, тыльная сторона — стальной лист для жёсткости и удобства крепления, фронтальная — собственно каменное литьё для износостойкости. Соединение на молекулярном уровне, а не просто на клею. Это позволяет создавать крупногабаритные и при этом относительно лёгкие панели сложной формы. Компании вроде упомянутой ООО Пэнлай Хуаань, судя по их продукции, как раз двигаются в этом направлении, предлагая композитные трубы.
Ну и конечно, цифровизация. Не в плане ?интернета вещей?, а в плане моделирования. Создание цифровых двойников узлов трения и износа, подбор состава материала и прогнозирование срока службы под конкретные условия с помощью расчётов. Это позволит уйти от метода проб и ошибок и предлагать заказчику не просто продукт, а гарантированное техническое решение с известными характеристиками. Пока это скорее мечта, но первые шаги в этом направлении уже делаются теми, кто серьёзно относится к материалу.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Износостойкая резиновая труба жидкофазного способа производства
Износостойкая резиновая труба жидкофазного способа производства -
 Шары из Al₂O₃
Шары из Al₂O₃ -
 Литые базальтовые трубы
Литые базальтовые трубы -
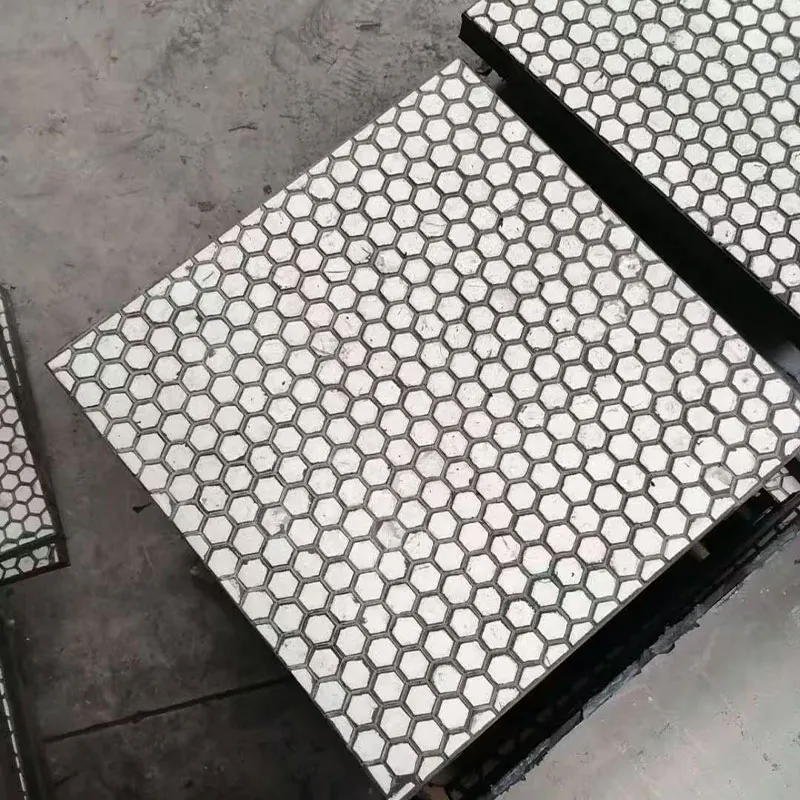 Кераморезиновая композитная футеровочная плита
Кераморезиновая композитная футеровочная плита -
 Износостойкий компенсатор из каменного литья
Износостойкий компенсатор из каменного литья -
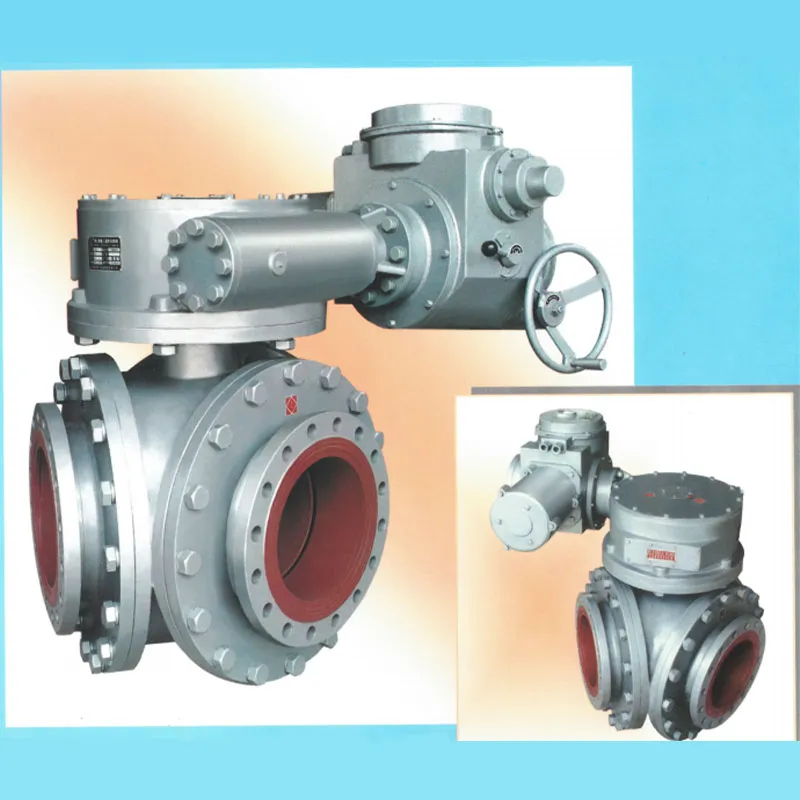 Серия NSQ шаровых трёхходовых переключающих клапанов из каменного литья
Серия NSQ шаровых трёхходовых переключающих клапанов из каменного литья -
 Литая базальтовая композитная труба
Литая базальтовая композитная труба -
 Литая керамическая износостойкая футеровочная плита
Литая керамическая износостойкая футеровочная плита -
 Хомутовое гибкое трубное соединение
Хомутовое гибкое трубное соединение -
 Литье базальтовые плиты
Литье базальтовые плиты -
 Гидроциклон
Гидроциклон -
 Износостойкая легированная труба
Износостойкая легированная труба
Связанный поиск
Связанный поиск- Микрокристаллической керамики
- Гидроциклон для вторичной классификации
- Керамика на основе оксида алюминия нестандартных размеров
- Износостойкая микрокристаллическая керамика
- Труба из карбидокремниевой (sic) керамики
- Гидроциклон для первичной тонкой классификации
- Труба из керамики самораспространяющегося высокотемпературного синтеза
- Износостойкий клапан с базальтовой футеровкой
- Литые каменные плиты
- Керамическая плита из карбида кремния