
-


-


-


+8613562597539

-
+8613864588123

-
+8613153527352


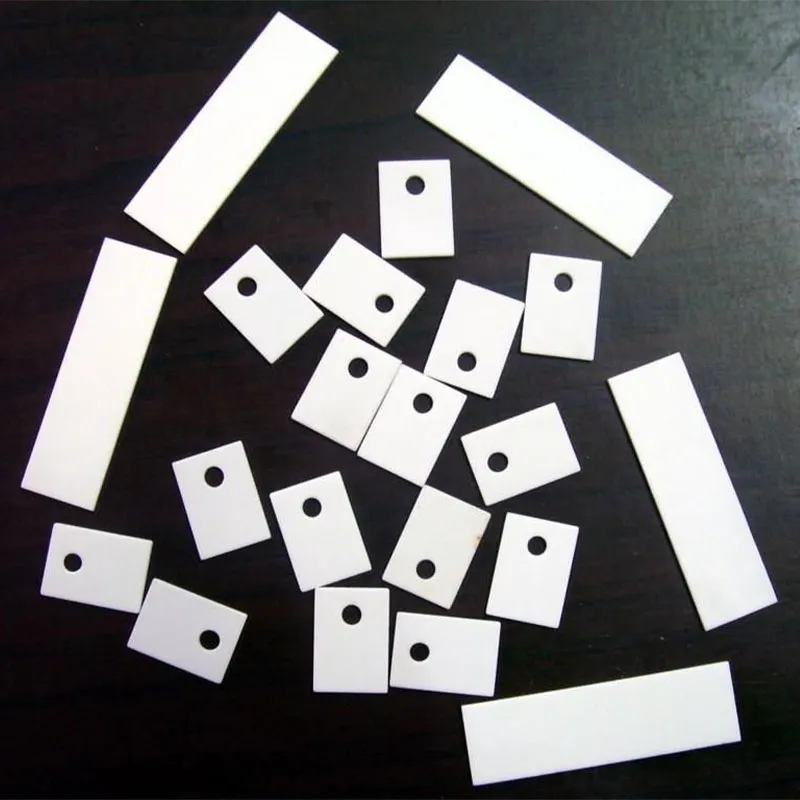
Микрокристаллической керамики
Когда говорят про микрокристаллической керамики, многие сразу представляют себе что-то вроде тонкой фарфоровой плитки или лабораторной посуды. На деле же, в промышленности — особенно в узкоспециализированных областях вроде защиты от абразивного износа — это совершенно другой мир. Тут микрокристаллическая структура — это не про эстетику, а про выживание материала в условиях, где обычная сталь или даже литая базальтовая плита сдаются за считанные недели. Частая ошибка — считать её просто ?очень твёрдой керамикой?. Твёрдость — да, важна, но ключевое — это именно контролируемая, однородная мелкокристаллическая фаза, которая даёт не только износостойкость, но и предсказуемое поведение при ударных нагрузках и термоциклировании. Без этого понимания легко провалить проект, подобрав материал ?по справочнику?.
От теории к цеху: где кроется разрыв
В учебниках красиво расписано про корундовые или циркониевые фазы, спекание, гомогенизацию структуры. Но когда начинаешь работать с реальными заказчиками, например, с горно-обогатительными комбинатами или цементными заводами, выясняется, что их главная боль — не сама керамика, а её интеграция в существующую систему. Допустим, нужно защитить участок трубы после циклона, где летит абразивная пыль со скоростью под 30 м/с. Можно сделать вставку из монолитной микрокристаллической керамики. Но как её закрепить? Если просто посадить на эпоксидку, она отлетит от вибрации. Нужен механический замок, а для этого сама керамическая деталь должна иметь сложную геометрию — пазы, выступы. А это уже вопрос формовки и спекания: усадка должна быть абсолютно предсказуемой, иначе деталь не встанет в металлический кожух.
У нас был случай, кажется, для одного из сибирских ГОКов. Заказали футеровку для разгрузочной течки дробилки. Рассчитали всё по толщине, подобрали состав на основе оксида алюминия с микродобавками для подавления роста зерна. Казалось бы, всё надёжно. Но не учли один нюанс — периодические удары кусками руды размером с кулак. Материал выдержал абразив, но дал сетку трещин от ударной усталости. Пришлось пересматривать подход: делать не монолитную плитку, а набор меньших, независимо крепящихся элементов из более вязкой композиции, с переходным слоем. Это увеличило стоимость и время, но решение до сих пор работает. Такие неудачи — лучший учитель.
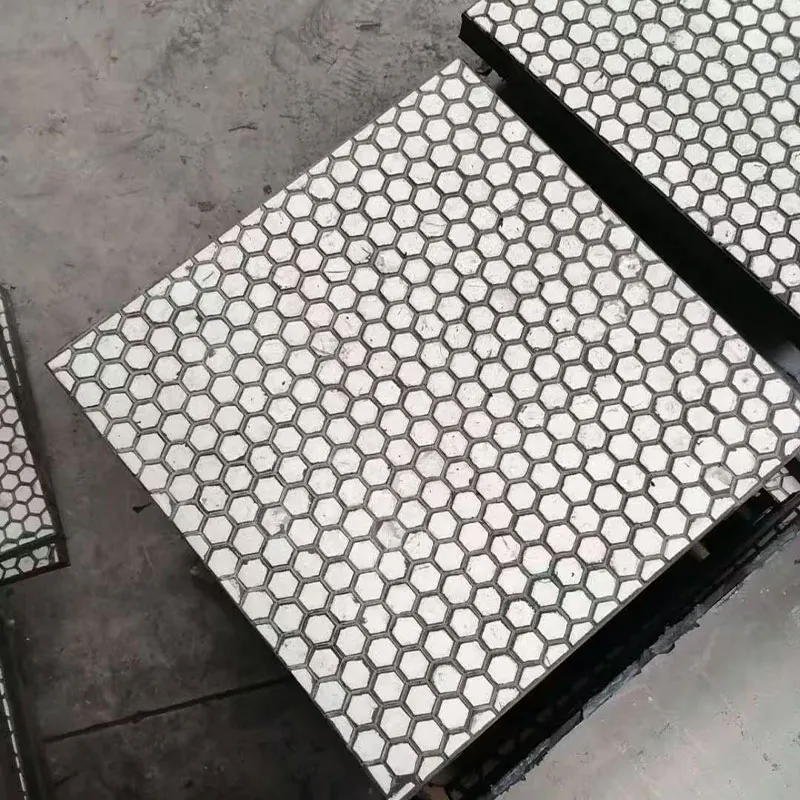
Именно поэтому я всегда смотрю скептически на тех, кто предлагает ?универсальную керамику?. Её не бывает. Состав, форма, способ крепления — всё это жёстко привязано к конкретному месту установки, температуре, типу абразива (его форме, твёрдости, крупности) и даже к углу атаки частиц. Иногда выгоднее сделать композит: металлическая основа для поглощения ударов, а на неё уже наплавлен или механически закреплён слой микрокристаллической керамики. Это, кстати, перекликается с тем, что делает, например, ООО Пэнлай Хуаань Фитинги Из Каменного Литья (сайт — huaan-wear-resistant.ru). Они в своём ассортименте, судя по описанию, как раз комбинируют подходы: у них есть и плиты из каменного литья (это, по сути, литой базальт — иная история), и композитные трубы. Принцип тот же — гибридизация материалов для решения конкретной задачи. Для кого-то оптимально чистое каменное литьё, а где-то нужен именно керамико-металлический ?пирог?.
Дьявол в деталях: подготовка шихты и спекание
Всё начинается с порошка. Можно купить готовый оксид алюминия определённой марки, но для действительно ответственных узлов мы часто готовим шихту сами, смешивая основные и легирующие оксиды. Важно не только химически чистый состав, но и гранулометрия. Если фракционный состав порошка неоднороден, при спекании более мелкие частицы спекаются быстрее, образуя локальные зоны напряжения, которые потом становятся очагами разрушения. Это как раз та ?невидимая? проблема, которая всплывает только при натурных испытаниях.
Спекание — отдельная песня. Температурная кривая, атмосфера (окислительная, восстановительная, инертная) — всё это диктуется конечными требованиями. Хочешь максимальную плотность и твёрдость — поднимай температуру ближе к верхнему пределу. Но при этом рискуешь получить неконтролируемый рост зёрен, что убивает саму идею микрокристаллической структуры. Иногда приходится идти на компромисс: чуть меньшая теоретическая плотность, но зато гарантированно мелкое, однородное зерно. Для многих применений это важнее.
Контроль после спекания — не только УЗК или измерение твёрдости. Мы обязательно делаем выборочный микрошлиф и смотрим структуру под микроскопом. Ищешь любые аномалии: поры, трещины, включения посторонних фаз. Бывало, обнаруживал, что в материале, который вроде бы прошёл все паспортные испытания, есть микрозоны с повышенным содержанием кремнезёма — видимо, загрязнение из футеровки печи. На прочность при сжатии это не влияло, но при циклическом термоударе именно эти зоны становились точками отсчёта трещин. Пришлось менять технологию выкладки заготовок в печи.
Сценарии применения и ?подводные камни?
Классика — это, конечно, системы пневмотранспорта. Трубы, циклоны, поворотные колена. Здесь микрокристаллической керамики действительно нет равных по стойкости к истиранию. Но вот интересный момент: в колене трубы износ идёт не равномерно, а локализовано в зоне удара потока. Часто экономически нецелесообразно делать всю деталь из дорогой керамики. Гораздо разумнее — комбинированная конструкция. Например, стальное колено с вклеенными или вставленными на замках керамическими вкладышами именно в зоне максимального износа. Это требует ювелирной точности при изготовлении как металлической обечайки, так и керамических элементов.
Ещё один тонкий сценарий — работа в условиях попеременного увлажнения и высыхания, да ещё с химически активной средой. Допустим, желоб на обогатительной фабрике, где идёт пульпа с реагентами. Сама керамика химически инертна, но если в её структуре есть открытая пористость (даже минимальная), туда может забиваться влага. При замерзании — лёд разрывает материал изнутри. Поэтому для таких условий мы переходим на составы и режимы спекания, которые гарантируют практически нулевую открытую пористость, даже в ущерб некоторой вязкости разрушения.
Сотрудничая с разными производителями, видишь разные философии. Кто-то, как упомянутая компания ООО Пэнлай Хуаань, делает ставку на широкую линейку (плиты из каменного литья, трубы из каменного литья, композитные трубы с каменным литьем, порошок каменного литья и гибкие трубные соединения), покрывая сразу несколько смежных сегментов рынка износостойких материалов. Это даёт клиенту возможность получить комплексное решение ?из одних рук?. Для инженера-технолога на месте это часто проще, чем стыковать продукты от трёх разных поставщиков. Но в любом случае, подбор конкретного материала — будь то литой базальт или продвинутая микрокристаллической керамики — должен основываться на детальном техзадании, а не на общих словах про ?высокую износостойкость?.
Экономика вопроса: когда оно того стоит
Самый частый вопрос от заказчика: ?А почему так дорого??. И правда, стоимость квадратного метра футеровки из качественной спечённой оксидной керамики может в разы превышать стоимость литой стали или даже базальта. Объяснение всегда одно — через общую стоимость владения. Можно каждый месяц останавливать линию на сутки для замены изношенного стального узла. А можно поставить керамический и забыть о нём на несколько лет. Простой производства — это колоссальные убытки. Поэтому расчёт всегда идёт не на стоимость материала, а на межремонтный интервал и стоимость часа простоя.
Но есть и обратные ситуации. Для неответственного узла, где износ умеренный и доступ для замены простой, переплачивать за керамику бессмысленно. Иногда достаточно наплавки из карбида вольфрама или установки готовых элементов из литого базальта — они тоже весьма стойкие, но в другом диапазоне нагрузок. Задача инженера — не продать самое дорогое, а предложить оптимальное по совокупности параметров: стойкость, ремонтопригодность, первоначальные затраты.
Здесь опять вспоминается логика компаний, работающих с каменным литьём. Их продукты часто занимают эту нишу — очень высокая стойкость к абразиву, но более демократичная, чем у спечённой керамики, цена и, что важно, часто большая стойкость к ударным нагрузкам. Это разумный компромисс для множества задач. А микрокристаллической керамики — это уже следующий уровень, оружие для самых тяжёлых случаев, где другие материалы не выдерживают и квартала.
Взгляд вперёд: что меняется в технологии
Сейчас много говорят про аддитивные технологии в керамике. 3D-печать позволяет создавать детали сложнейшей формы, которые невозможно получить прессованием или литьём суспензии. Это открывает фантастические возможности для создания интегрированных систем охлаждения внутри керамических деталей или сверхсложных замковых соединений для крепления. Но пока это всё ещё лабораторные или штучные решения. Для массовой промышленности ключевым драйвером остаётся не столько форма, сколько состав и структура.
Вижу тенденцию к более широкому использованию композиционных систем. Не просто керамика в металле, а многослойные структуры с градиентом свойств: со стороны абразива — чистая, плотная керамика, а ближе к основе — слой с повышенным содержанием металлической фазы для гашения ударов. Технологически это сложно, но результаты того стоят. Возможно, будущее именно за такими гибридами, которые стирают грань между классическим каменным литьём, металлокерамикой и чистой микрокристаллической керамики.
В итоге, работа с этим материалом — это постоянный баланс. Баланс между теорией и практикой, между идеальными свойствами и технологическими ограничениями, между стоимостью и долговечностью. Нет готовых рецептов, каждый новый объект — это в чём-то эксперимент. И в этом, если честно, и заключается вся соль работы. Когда видишь, как твоя разработка, над которой корпел с порошками и термопарами, годами работает в жерле промышленного агрегата, — вот это и есть настоящий результат. Всё остальное — просто промежуточные этапы.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Серия NZB износостойких задвижек из каменного литья
Серия NZB износостойких задвижек из каменного литья -
 Гидроциклон
Гидроциклон -
 Клеевой состав
Клеевой состав -
 Износостойкая резиновая труба жидкофазного способа производства
Износостойкая резиновая труба жидкофазного способа производства -
 Кераморезиновая композитная футеровочная плита
Кераморезиновая композитная футеровочная плита -
 Керамика из карбида кремния
Керамика из карбида кремния -
 Серия NQ шаровых износостойких кранов из каменного литья
Серия NQ шаровых износостойких кранов из каменного литья -
 Шары из Al₂O₃
Шары из Al₂O₃ -
 Износостойкий компенсатор из каменного литья
Износостойкий компенсатор из каменного литья -
 Хомутовое гибкое трубное соединение
Хомутовое гибкое трубное соединение -
 Труба из керамики самораспространяющегося высокотемпературного синтеза
Труба из керамики самораспространяющегося высокотемпературного синтеза -
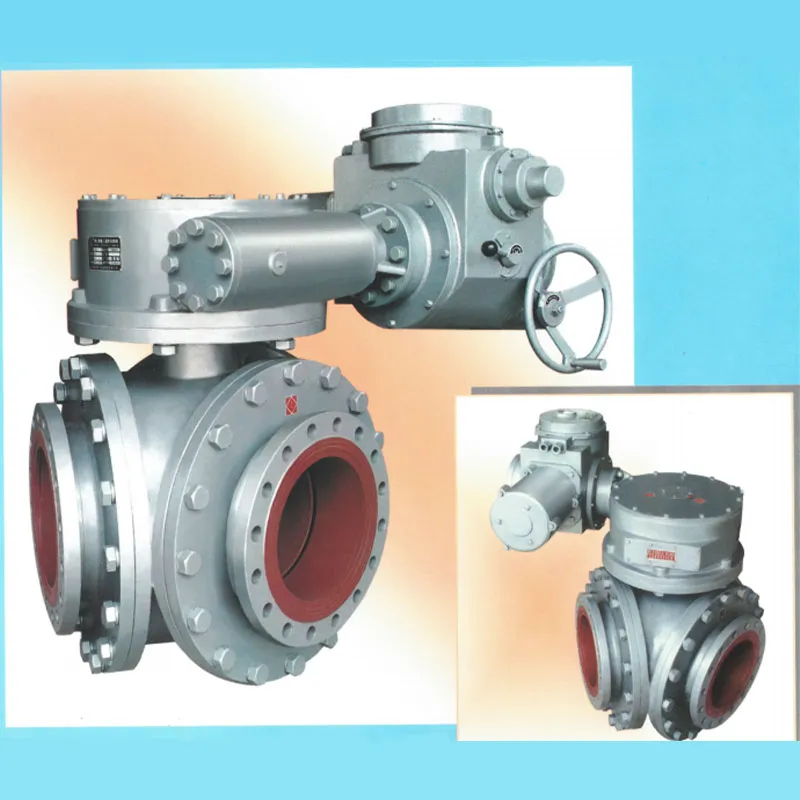 Серия NSQ шаровых трёхходовых переключающих клапанов из каменного литья
Серия NSQ шаровых трёхходовых переключающих клапанов из каменного литья
Связанный поиск
Связанный поиск- Композитная переходная труба из литого базальта
- Износостойкая труба из сплава
- Футеровка лотка
- Гидроциклон с большим углом конуса
- Износостойкая пластина из керамической резины
- Износостойкий керамический трубопровод
- Керамики из глинозём
- Керамическая плита al₂o₃-92%
- Плита керамическая из 95% оксида алюминия
- Износостойкая композитная труба для хвостовых трубопроводов