
-


-


-


+8613562597539

-
+8613864588123

-
+8613153527352


Обработчик базальтового каменного литья
Когда слышишь ?обработчик базальтового каменного литья?, многие сразу представляют станок с ЧПУ или фрезеровщика за работой. На деле же — это куда более комплексное понятие, целая цепочка действий и решений, от выбора шихты до финишной доводки изделия. Частая ошибка — сводить всё только к механической обработке, забывая про подготовку самого материала. Базальтовое литьё — штука капризная, не чугун и не сталь. Его внутренняя структура, та самая, что даёт износостойкость, может стать проблемой при резке или сверлении, если не понимать, с чем имеешь дело.
Не просто резать, а понимать материал
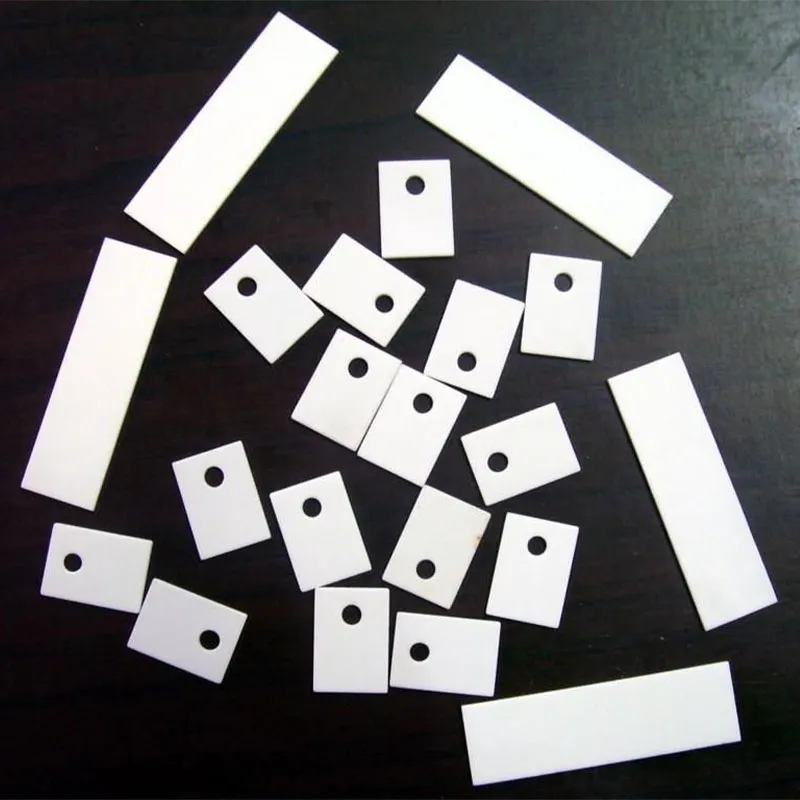
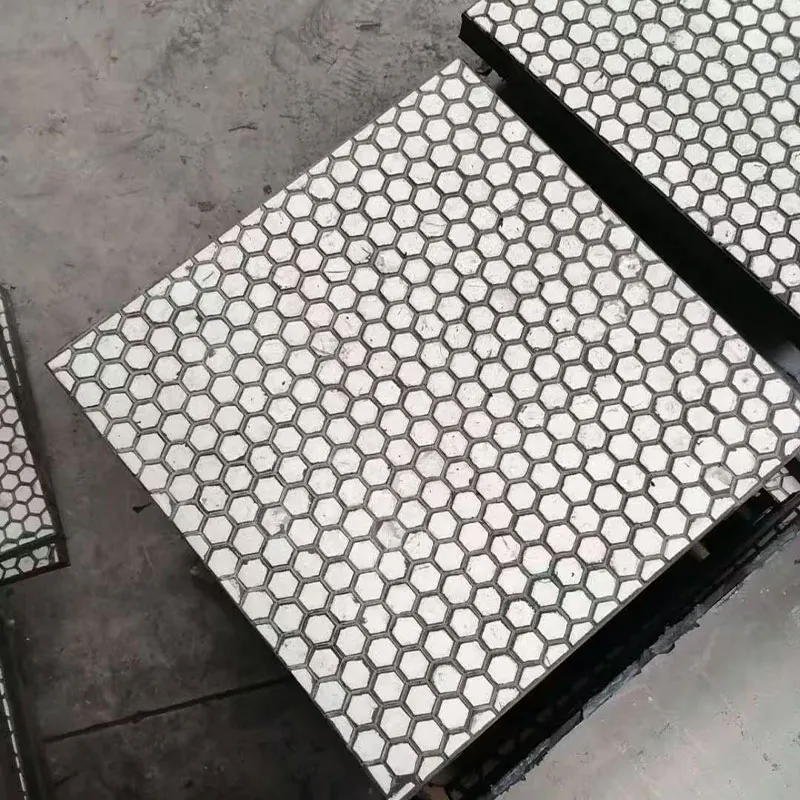
Вот, к примеру, плиты. Казалось бы, получил заготовку, нарезал по размерам клиента — и готово. Но не тут-то было. Плотность литья, распределение микрокристаллов, наличие внутренних напряжений — всё это влияет на выбор инструмента и режимов. Слишком агрессивная резка ведёт к сколам по краям, а это уже брак для ответственных узлов, скажем, в системах гидротранспорта. Приходится экспериментировать: алмазный инструмент даёт чистый край, но дорог и не всегда оправдан для черновых операций. Карбидно-вольфрамовые диски изнашиваются быстрее, но для некоторых типоразмеров экономически выгоднее.
Один из наших провалов, о котором сейчас с улыбкой вспоминаем, был связан как раз с поспешностью. Получили срочный заказ на партию футеровочных плит нестандартной формы. Решили ускорить процесс, взяв повышенные обороты на отрезном станке. В итоге — микротрещины по периметру почти у 30% плит. Клиенту, естественно, не отгрузили, пришлось переделывать. Вывод простой: базальт не терпит спешки. Его нужно ?чувствовать?, иногда буквально по звуку реза и виду стружки.
Здесь, кстати, хорошо видна разница между просто производством и комплексным подходом. Возьмём, например, компанию ООО Пэнлай Хуаань Фитинги Из Каменного Литья. На их сайте huaan-wear-resistant.ru видно, что они работают не с абстрактным продуктом, а предлагают решения, адаптированные к конкретным потребностям клиентов. Это и есть ключ. Обработчик — это не тот, кто просто режет, а тот, кто знает, для чего эта плита или труба будет использоваться, и подбирает метод соответственно.
Трубы и композиты: своя специфика
С плитами более-менее разобрались. Но вот трубы из каменного литья и, особенно, композитные трубы с каменным литьем — это отдельная песня. Основная задача обработки здесь — обеспечить идеальную геометрию стыков и качество торцевых поверхностей. Потому что от этого зависит герметичность и долговечность всей трубопроводной линии.
При механической обработке торцов под фланцевое соединение критически важно избежать перегрева. Базальт плохо проводит тепло, и локальный перегрев приводит к образованию сетки трещин в приповерхностном слое. Со временем под нагрузкой это гарантированно приведёт к сколу. Мы отработали технику прерывистого реза с охлаждением эмульсией, но не водой — вода может проникнуть в поры материала. Это не по ГОСТу, это уже из практики цеха.
А с композитными трубами вообще история особая. Там слой каменного литья работает в паре со стальным кожухом. Обработка идёт в два этапа: сначала сталь, потом внутренняя базальтовая вставка. И здесь точность должна быть ювелирной. Любой зазор между слоями — потенциальный очаг кавитации и ускоренного износа. Приходится постоянно контролировать не только размеры, но и плотность посадки. Иногда после обработки используем метод ультразвукового контроля, чтобы убедиться в отсутствии отслоений.
Мелкие детали и порошок: где кроется сложность
Казалось бы, что может быть проще, чем работа с порошком каменного литья для напыления или ремонта? Ан нет. Его подготовка — тоже часть работы обработчика. Фракционный состав, чистота, влажность — всё это влияет на адгезию и конечные свойства покрытия. Нельзя просто взять отходы от резки плит, размолоть и выдать за готовый продукт. Нужна калибровка.
У нас была попытка наладить собственную линию переработки отходов в порошок. Столкнулись с проблемой загрязнения абразивными частицами от самого инструмента. В итоге порошок получался с повышенным содержанием карбидов, что ухудшало его свойства как наполнителя. От идеи пришлось отказаться, сосредоточившись на поставках готового, сертифицированного порошка от проверенных производителей. Иногда выгоднее не делать всё самому, а кооперироваться.
Сюда же отнесём и гибкие трубные соединения. Их обработка — это высший пилотаж. Нужно обеспечить и подвижность узла, и сохранность внутреннего базальтового слоя в сильфонной части. Чаще всего здесь применяется шлифовка и полировка вручную или на специальных гибких оправках. Автоматизировать это полностью пока не получается — слишком много переменных: и жесткость материала, и конфигурация изгиба.
Инструмент и оснастка: постоянный поиск
Ни один серьёзный разговор об обработке не обходится без темы инструмента. Универсального решения нет. Для каждого типа операции — резки, сверления, шлифовки — подбирается своя оснастка. И этот подбор часто идёт методом проб и ошибок.
Например, сверление глухих отверстий под крепёж в плите. Стандартные спиральные свёрла быстро затупляются и ?ведут? в сторону. Перешли на твердосплавные коронки с алмазным напылением, но они плохо отводят стружку. Остановились на комбинированном варианте: сначала коронка, затем — чистовая обработка стенок отверстия развёрткой. Производительность, конечно, падает, но качество — стабильно высокое.
Оснастка для крепления нестандартных заготовок — тоже головная боль. Из-за хрупкости базальта нельзя использовать сильные зажимные усилия. Приходится проектировать и изготавливать кондукторы и планшайбы с распределённой нагрузкой, часто с использованием демпфирующих прокладок. Чертежи таких приспособлений ни в одном учебнике не найдешь, только в альбомах технологов на производстве.
Взгляд вперёд: что меняется в профессии
Профессия обработчика каменного литья не стоит на месте. Если раньше всё держалось на опыте мастера, то сейчас всё больше данных и даже элементов прогнозирования. Внедряются системы контроля на основе вибродиагностики процесса резания — по спектру колебаний можно предсказать момент затупления инструмента или возникновения дефекта в заготовке.
Появляются и новые методы, например, гидроабразивная резка. Для сложноконтурных изделий из базальтового литья это просто спасение. Нет термического воздействия, нет ударных нагрузок. Но и тут свои нюансы: подбор абразива, давления, скорости. И опять же, экономика вопроса: оборудование дорогое, и для массовых простых деталей оно не окупается.
В итоге, возвращаясь к началу. Обработчик базальтового каменного литья — это сегодня скорее технолог-практик, который должен разбираться и в материалаловедении, и в режущем инструменте, и в особенностях эксплуатации конечного изделия. Это не работа по шаблону, а постоянный анализ и принятие решений. Как раз тот подход, который видишь в работе компаний, нацеленных на индивидуальные решения, а не на складской стандарт. Главное — не бояться пробовать, фиксировать ошибки и постоянно смотреть, что нового появляется в цехах у коллег и в технической литературе. Без этого в нашем деле — никуда.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Износостойкая резиновая труба жидкофазного способа производства
Износостойкая резиновая труба жидкофазного способа производства -
 Кераморезиновая композитная футеровочная плита
Кераморезиновая композитная футеровочная плита -
 Литая базальтовая композитная труба
Литая базальтовая композитная труба -
 Базальтовая литая плитка для автомобильного испытательного полигона
Базальтовая литая плитка для автомобильного испытательного полигона -
 Износостойкий компенсатор из каменного литья
Износостойкий компенсатор из каменного литья -
 Гидроциклон
Гидроциклон -
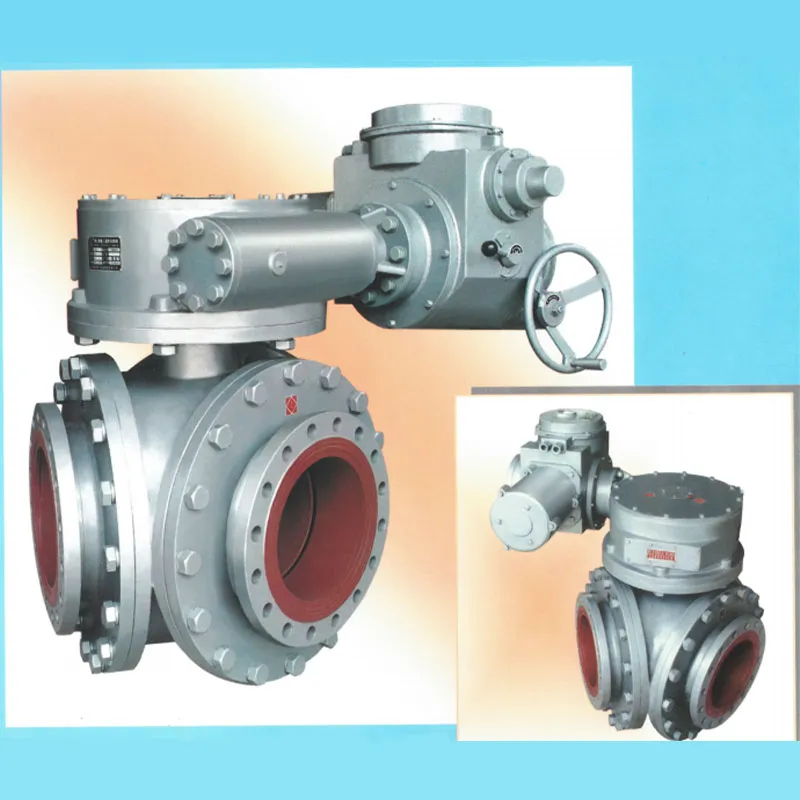
 Серия NQ шаровых износостойких кранов из каменного литья
Серия NQ шаровых износостойких кранов из каменного литья -
 Литье базальтовые плиты
Литье базальтовые плиты -
 Серия NZB износостойких задвижек из каменного литья
Серия NZB износостойких задвижек из каменного литья -
 POE-износостойкая труба
POE-износостойкая труба -
 Серия NSQ шаровых трёхходовых переключающих клапанов из каменного литья
Серия NSQ шаровых трёхходовых переключающих клапанов из каменного литья -
 Клеевой состав
Клеевой состав
Связанный поиск
Связанный поиск- Промышленная износостойкая керамика на заказ
- Базальтовая литая плита
- Износостойкий шаровой кран из каменного литья
- Гидроциклон для первичной классификации
- Износостойкая труба для хвостовых трубопроводов
- Керамическая труба al₂o₃-92%
- Керамическая труба из оксида алюминия
- Износостойкая легированная труба
- Износостойкая керамическая труба для хвостовых трубопроводов
- Износостойкая труба из сплава