
-


-


-


+8613562597539

-
+8613864588123

-
+8613153527352


Обработчик износостойких базальтовых плит
Когда слышишь 'обработчик износостойких базальтовых плит', многие сразу представляют себе просто станок с ЧПУ и оператора. На деле же — это целый комплекс понимания материала, его капризов и того, как он поведёт себя в конкретном узле, скажем, в элеваторе или на разгрузочной течке. Базальтовое литьё — не металл, и подход к его механической обработке должен быть иным. Частая ошибка — пытаться резать его теми же режимами, что и сталь, это ведёт к сколам, микротрещинам и, как итог, к резкому падению ресурса уже на объекте. Сам термин 'обработчик' здесь — скорее про специалиста, который знает, как, чем и зачем это делать, а не просто про функцию.
Природа материала: почему базальт — не просто 'камень'
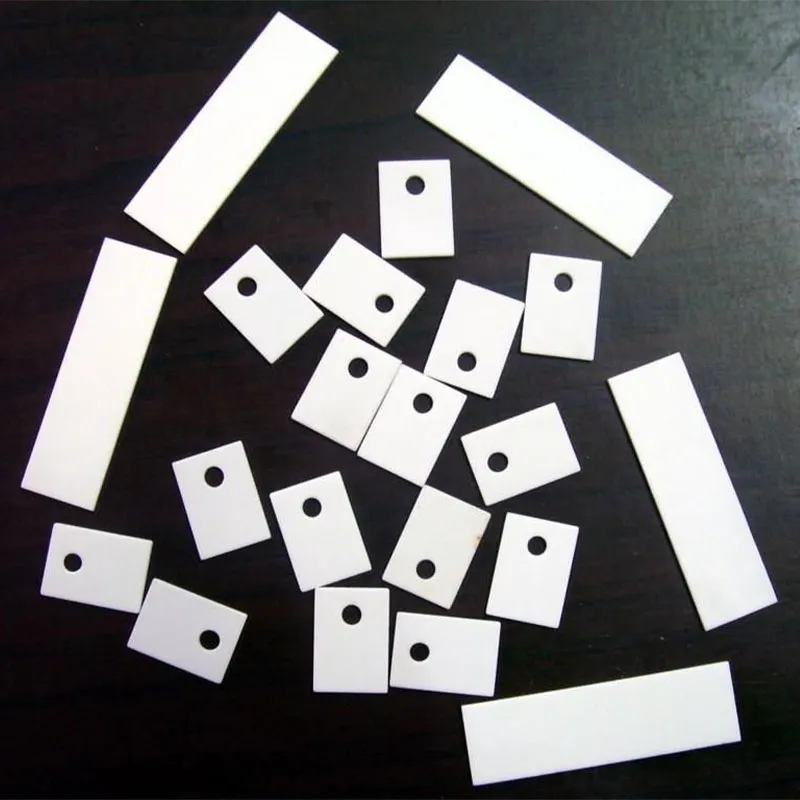
Базальтовое литьё, которое поставляет, к примеру, ООО Пэнлай Хуаань Фитинги Из Каменного Литья (их сайт — huaan-wear-resistant.ru) — это уже не природный камень в чистом виде. Это расплав, кристаллизованный особым образом. Отсюда и его главные плюсы: высочайшая износостойкость к абразиву и химическая пассивность. Но эта же структура делает его хрупким к ударным нагрузкам и крайне требовательным к способу раскроя. Если резец или алмазный круг перегреет кромку — в зоне реза возникает сетка внутренних напряжений. Плита может не расколоться сразу, но при первой же ударной нагрузке в работе даст трещину именно оттуда.
На практике это выглядит так: получаешь партию плит, нужен нестандартный размер или отверстия под крепёж. Берёшь стандартную алмазную отрезную пилу для бетона — и вроде всё гладко. Но потом, при монтаже, при затяжке анкеров, края отверстий начинают крошиться. Проблема не в качестве плиты, а в том, что скорость реза была слишком высокой, охлаждения водой было недостаточно, и материал 'подгорел'. Нужно понимать его теплоёмкость и теплопроводность — они низкие, тепло не отводится, а концентрируется в узкой зоне.
Отсюда и первое правило: обработка должна быть низкоскоростной, с обильным охлаждением, желательно не водой, а эмульсией. И инструмент — не любой алмазный, а именно для керамики или стекла, с мелкозернистой связкой. Информацию по специфике материалов часто можно уточнить у производителя, того же ООО Пэнлай Хуаань, они в своём описании (huaan-wear-resistant.ru) прямо указывают на адаптацию продукции под нужды, а это включает и консультации по обработке.
Оборудование и 'подводные камни' в цеху
Идеального универсального станка для обработки износостойких базальтовых плит нет. Часто приспосабливают мостовые пилы по камню или даже оборудование для резки керамогранита. Ключевой узел здесь — не столько станина, сколько шпиндель и система подачи охлаждающей жидкости. Шпиндель должен обеспечивать стабильные низкие обороты, без вибрации. Вибрация — главный враг, она гарантирует скол на выходе из реза.
Одна из наших ранних ошибок — попытка использовать гидроабразивную резку. Казалось бы, идеально: нет термического воздействия, нет ударных нагрузок. Но! Струя воды с абразивом под высоким давлением создаёт сильнейшую локальную нагрузку на тыльную сторону плиты в точке выхода. При толщине плиты от 20 мм и выше высок риск откола крупного фрагмента с обратной стороны. Особенно если плита лежала на стандартной решётчатой поддержке стола. Пришлось разрабатывать сплошную подложку из мягкого материала (типа плотного пенополистирола), которая гасила бы энергию струи на выходе. Решение есть, но оно удорожает и усложняет процесс.
Сверление — отдельная история. Спиральное сверло по металлу тут бесполезно. Нужны алмазные коронки или копьевидные сверла с алмазным напылением. И здесь критична не только скорость, но и способ удаления шлама из отверстия. Если шлам не выводится, сверло начинает 'гореть' и терять алмазные зерна. Мы перешли на комбинированный метод: сначала кернение твёрдосплавным инструментом (аккуратно, точечным ударом), затем низкооборотное сверление с подводом охлаждения прямо в зону реза через полое сверло. Да, это медленнее, но процент брака упал почти до нуля.
Крепёж и монтаж: где теория сталкивается с реальностью
Обработанная плита — это только полдела. Как её закрепить? Стандартный анкерный болт, затянутый с рекомендуемым моментом, может создать напряжение, которое расколет базальт изнутри. Особенно если отверстие под анкер сделано без фаски на кромке. Мы всегда делаем небольшую фаску сверху, это снимает пиковое давление с края.
Часто в проектах предусматривают крепление плит на металлический каркас с задним слоем заливки каким-либо компаундом. Тут есть нюанс: базальт имеет очень низкий коэффициент теплового расширения по сравнению с металлом. При циклических перепадах температур (например, в наружных установках) металл каркаса 'играет' больше, чем плита. Если заливка жёсткая, это может привести к отрыву плиты от композитного слоя или к её растрескиванию. Решение — использовать эластичные демпфирующие прослойки или специальные клеевые составы, допускающие некоторую взаимную подвижность. В ассортименте ООО Пэнлай Хуаань есть гибкие трубные соединения из каменного литья — это показатель того, что сам материал и технологии его интеграции в системы могут быть гибкими. Этот принцип применим и к креплению плит.
Был случай на цементном заводе: плиты, идеально обработанные и смонтированные на стенки бункера, через полгода дали сетку трещин. Причина — вибрация от самого оборудования и постоянные микросдвиги несущей конструкции. Анкер держал, но материал 'устал'. Пришлось пересматривать схему крепления, добавлять больше точек фиксации, но с меньшим усилием затяжки, и использовать шайбы из мягкой резины. После этого проблем не было. Вывод: статический расчёт крепления для базальта должен иметь повышенный запас и учитывать динамические нагрузки, даже если они кажутся незначительными.
Контроль качества: на что смотреть после обработки
Приёмка обработанных плит — это не только проверка геометрии штангенциркулем. Самый простой и действенный метод — визуальный осмотр при хорошем боковом освещении. Свет должен скользить по кромке реза. Матовые полосы, изменение оттенка — признаки перегрева. Такую плиту лучше забраковать для ответственных участков, пустить её, например, на менее нагруженные зоны, где важен просто факт наличия защиты.
Обязательно нужно простукивать плиту деревянным или пластиковым молоточком. Звонкий, чистый звук — хороший признак. Глухой, дребезжащий отклик может указывать на скрытые трещины или области внутреннего напряжения. Особенно это актуально после сверления множества отверстий или фигурного реза.
И, конечно, нужно сверяться с требованиями проекта. Иногда проектанты, зная о свойствах базальтового литья, прямо указывают в ТУ допустимые методы обработки и даже марки инструмента. Если таких указаний нет — запрос к поставщику сырья, тому же ООО Пэнлай Хуаань Фитинги Из Каменного Литья, будет лучшей практикой. Их сайт (huaan-wear-resistant.ru) позиционирует продукты как адаптированные под нужды, а значит, у них должен быть накоплен опыт и по вопросам постобработки.
Экономика процесса: где не стоит экономить
Может возникнуть соблазн купить более дешёвые алмазные диски или сократить время обработки, увеличив скорость подачи. В краткосрочной перспективе это даст выгоду. Но стоимость брака и, что важнее, стоимость возможного простоя оборудования на объекте из-за выхода из строя неправильно обработанной плиты — несопоставимо выше. Дешёвый диск быстро теряет алмазные зёрна, начинает резать стальной связкой, что ведёт к перегреву и порче материала. Лучше один раз инвестировать в качественный специализированный инструмент и отработанную технологию.
Ещё один момент — квалификация оператора. Человек, привыкший работать с металлом, инстинктивно будет действовать неправильно. Нужно либо переучивать, либо изначально ставить на эту задачу людей с опытом работы с хрупкими, твёрдыми материалами (камень, керамика). Их 'чувство материала' иное. Они на слух и на вид могут определить, что процесс идёт не так.
В итоге, быть обработчиком износостойких базальтовых плит — значит не просто выполнять механическую операцию. Это значит понимать физику материала, предвидеть его поведение в эксплуатации, уметь подбирать инструмент и технологию под конкретную задачу и не бояться экспериментировать (в разумных пределах), когда стандартные приёмы не работают. Это всегда баланс между технологической картой и практическим опытом, который часто приходится добывать методом проб и ошибок. Но когда видишь, как обработанная тобой плита годами работает в условиях жуткого абразивного износа — понимаешь, что все эти тонкости стоят того.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Шары из Al₂O₃
Шары из Al₂O₃ -
 Литая керамическая износостойкая футеровочная плита
Литая керамическая износостойкая футеровочная плита -
 Гидроциклон
Гидроциклон -
 Труба из керамики самораспространяющегося высокотемпературного синтеза
Труба из керамики самораспространяющегося высокотемпературного синтеза -
 Керамика из карбида кремния
Керамика из карбида кремния -
 Литые базальтовые трубы
Литые базальтовые трубы -
 Базальтовая литая плитка для автомобильного испытательного полигона
Базальтовая литая плитка для автомобильного испытательного полигона -
 Керамическая износостойкая футеровочная плита
Керамическая износостойкая футеровочная плита -
 Литая базальтовая композитная труба
Литая базальтовая композитная труба -
 POE-износостойкая труба
POE-износостойкая труба -
 Серия NSQ шаровых трёхходовых переключающих клапанов из каменного литья
Серия NSQ шаровых трёхходовых переключающих клапанов из каменного литья -
 Клеевой состав
Клеевой состав
Связанный поиск
Связанный поиск- Плита керамическая из 92% оксида алюминия
- Керамическая резиновая труба
- Износостойкая керамика
- Металлокерамическая труба (al₂o₃)
- Износостойкая керамическая труба на заказ
- Керамическая трубка из al₂o₃
- Износостойкая легированная труба
- Керамическая труба al₂o₃-92%
- Футеровка лотка
- Износостойкий шаровой кран из каменного литья