
-


-


-


+8613562597539

-
+8613864588123

-
+8613153527352


Обработчик промышленной керамики
Когда слышишь 'обработчик промышленной керамики', многие сразу представляют станок с ЧПУ и полированную плитку. Но в реальности, особенно в секторе износостойких материалов, это часто про нечто более грубое и приземлённое. Частая ошибка — считать, что обработка заканчивается на придании формы. На деле, для того же каменного литья, это только начало истории. Важнее часто становится подготовка поверхности, адаптация кромок под конкретный узел, а иногда — 'доводка' уже после монтажа, на объекте. Сам термин слишком широкий, и без контекста применения теряет смысл.
Каменное литьё: не керамика в чистом виде, но наш главный 'клиент'
Вот возьмём, к примеру, продукцию ООО Пэнлай Хуаань — плиты, трубы, композитные трубы из каменного литья. Материал по сути — высокоалюминиевый расплав, кристаллизованный. Это не классическая керамика на основе оксидов, но по свойствам твёрдости и хрупкости — очень близкий 'родственник'. И вот здесь роль обработчика промышленной керамики становится ключевой. Отливка даёт базовую форму, но почти никогда — готовую к установке деталь.
Например, плита из каменного литья для лотка питателя мельницы. Её отливают с припуском. И вот этот припуск нужно снять, но так, чтобы не создать микротрещин, которые потом в условиях ударной нагрузки разойдутся. Сухой рез алмазным диском на высокой скорости — верный путь к браку. Приходится комбинировать: сначала отрезной станок с водяным охлаждением, затем, для отверстий под крепёж — алмазное сверление с низкими оборотами и постоянной подачей эмульсии. Это не по учебнику, это выработано после пары десятков испорченных заготовок.
Или другой нюанс — тыльная сторона плиты. Часто её оставляют как есть, с литейной коркой. Но если нужна плотная посадка на металлическое основание, эту корку нужно фрезеровать. И вот тут фреза по металлу не подходит — только алмазная торцевая головка. Но и её нужно вести осторожно, материал абразивный, инструмент садится быстро. Считаешь не только стоимость обработки, но и ресурс оснастки. Иногда дешевле заказать плиту с уже обработанной тыльной стороню у производителя, того же Huaan, но не всегда это есть в стандарте. Вот и приходится доделывать своими силами.
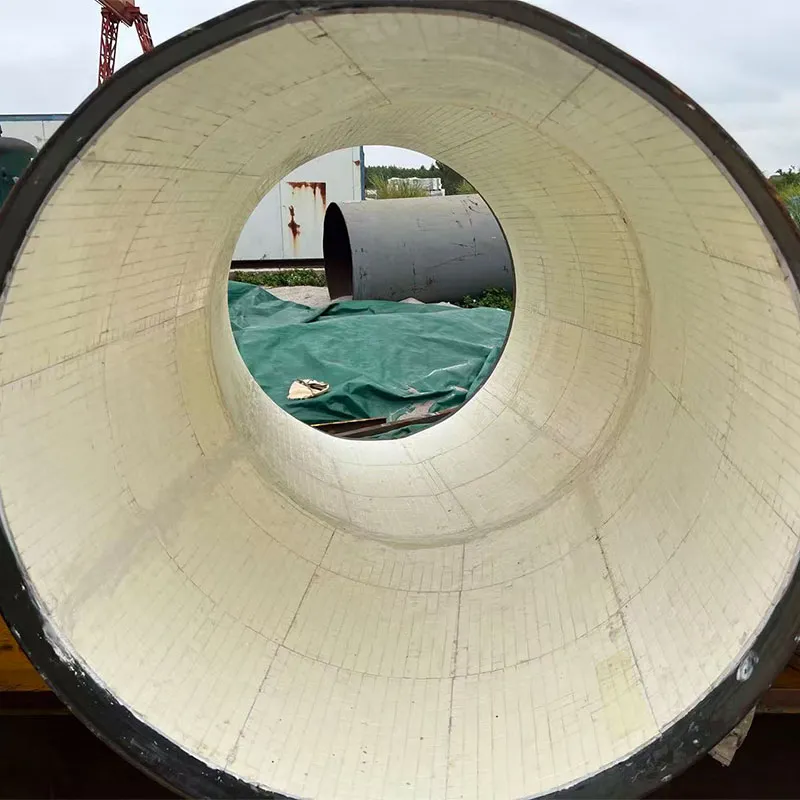
Трубы и соединения: где геометрия убивает ресурс
С трубами из каменного литья история ещё тоньше. Казалось бы, отлил цилиндр — и готово. Но нет. Самый критичный этап — обработка торцов и зоны под гибкие трубные соединения. Если торец не перпендикулярен оси, перекос при монтаже даст точечный износ. А при работе с абразивной пульпой это смерть. Мы однажды поставили партию труб, где сэкономили на чистовой обработке торцов алмазным чашечным кругом. Через месяц — течь по фланцу. Разобрали — видно, как уплотнение прорезало путь из-за перекоса всего в 1.5 градуса.
Поэтому для нас, как для тех, кто занимается конечной подготовкой, критически важно иметь не просто станок, а возможность точной выверки заготовки. Используем лазерные указатели, калиброванные угольники. Иногда для особо ответственных узлов, для тех же композитных труб с каменным литьем, где внутренний слой — это наш материал, а внешний — металл, обработка идёт в два этапа. Сначала обрабатываем керамический сердечник, потом запрессовываем в кожух и финишируем уже сборку. Тут любая ошибка на первом этапе неисправима.
Ещё один момент — внутренняя поверхность. В идеале, она должна быть гладкой, чтобы снизить сопротивление потоку. Но полировать длинную трубу из каменного литья — задача почти неподъёмная. Чаще идёт речь о снятии крупных наплывов и выравнивании стыка в месте формы. Для этого используем шлифовальные головки на гибких валах. Работа пыльная, медленная, но необходимая. Видел попытки использовать для этого гидроабразивную резку — не пошло. Струя воды с абразивом даёт слишком шероховатую поверхность, словно 'изъеденную'.
Порошок как отправная точка и головная боль
Отдельно стоит упомянуть порошок каменного литья. Материал, который ООО Пэнлай Хуаань также поставляет. Для многих это сырьё для ремонтных работ или наплавки. Но для нас он иногда становится материалом для 'точечной' обработки уже готовых изделий. Допустим, на плите образовалась выбоина от особо крупного куска породы. Вырезаем дефект, заливаем ремонтным составом на основе этого же порошка, а после отверждения — обрабатываем заподлицо.
Но вот загвоздка: поведение отремонтированного участка при механической обработке отличается от основного тела плиты. Он может быть чуть мягче или, наоборот, более хрупким. Приходится эмпирически подбирать режимы: уменьшать подачу, менять зернистость алмазного инструмента. Это не прописано ни в одном мануале, только в собственных заметках на цеховом компьютере. Порой проще заменить плиту целиком, но клиент ждёт быстрого и дешёвого ремонта. Вот и балансируешь.
Кстати, с этим порошком связан один наш провальный эксперимент. Пытались сделать из него пресс-формы для отливки мелких сложных элементов, чтобы потом их приклеивать на изношенные места. Смешивали с связующим, прессовали, спекали. Получалось точно и красиво, но адгезия к основной плите была никакой. При вибрации все наши 'заплатки' отлетали. Зря потратили месяца три. Вывод: каменное литьё — материал монолитный, и ремонт должен быть по возможности монолитным же, а не наборным.
Инструмент: изнашивается быстрее, чем обрабатывает
Главная статья расходов и головная боль в работе обработчика промышленной керамики — это инструмент. Алмаз — единственное, что более-менее справляется. Но алмазные диски, фрезы, коронки на таком абразивном материале, как каменное литье, 'живут' в разы меньше, чем на граните или бетоне. Особенно убийственна пыль. Она попадает в подшипники, в направляющие станка. Требуется система аспирации не просто хорошая, а отличная.
Мы перепробовали кучу поставщиков оснастки. Сейчас остановились на сегментных дисках с медной связкой — они хоть и дороже, но дольше держат алмаз, меньше 'засаливаются'. Для сверления используем коронки с напылением, а не с импрегнированными алмазными зернами. Последние на таком материале выкрашиваются за пару отверстий. Всё это — знания, купленные на собственных ошибках и тысячах рублей списанного инструмента.
Есть ещё нюанс с охлаждением. Вода обязательна. Но если вода попадёт в пористый брак отливки (а такое бывает), то потом при заморозках на объекте эта деталь может расколоться. Поэтому после мокрой обработки всегда сушим горячим воздухом, особенно если изделие предназначено для работы на улице. Казалось бы, мелочь, но если не сделать — претензии от клиента гарантированы.
Вместо заключения: обработка как часть диалога с производителем
Со временем пришло понимание, что наша работа как обработчиков — это не изолированный этап. Это мост между производителем литых заготовок, тем же ООО Пэнлай Хуаань, и конечным монтажником. Чем точнее мы сформулируем свои требования к геометрии отливки, тем меньше работы потом останется нам. Иногда стоит заплатить немного больше за заготовку, отлитую в более точную форму, чем потом тратить часы станкового времени на снятие лишних миллиметров.
Мы начали присылать производителям эскизы с указанием, где оставить припуск, а где можно дать 'чистую' поверхность. В идеале, хочется прийти к тому, чтобы обработке подлежали только посадочные места и крепёжные отверстия. Всё остальное должно быть готово из формы. Пока это не всегда так, но диалог идёт. Ведь в итоге выигрывает клиент, получая более надежный и быстрее смонтированный узел.
Так что, обработчик промышленной керамики в нашем контексте — это часто 'доводчик', 'пригонщик' и 'спасатель' в одном лице. Работа грязная, пыльная, с массой неочевидных подводных камней. Но без неё даже самая качественная отливка из каменного литья может не раскрыть свой ресурс и встать в разы раньше срока. А наша задача — как раз этого не допустить.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
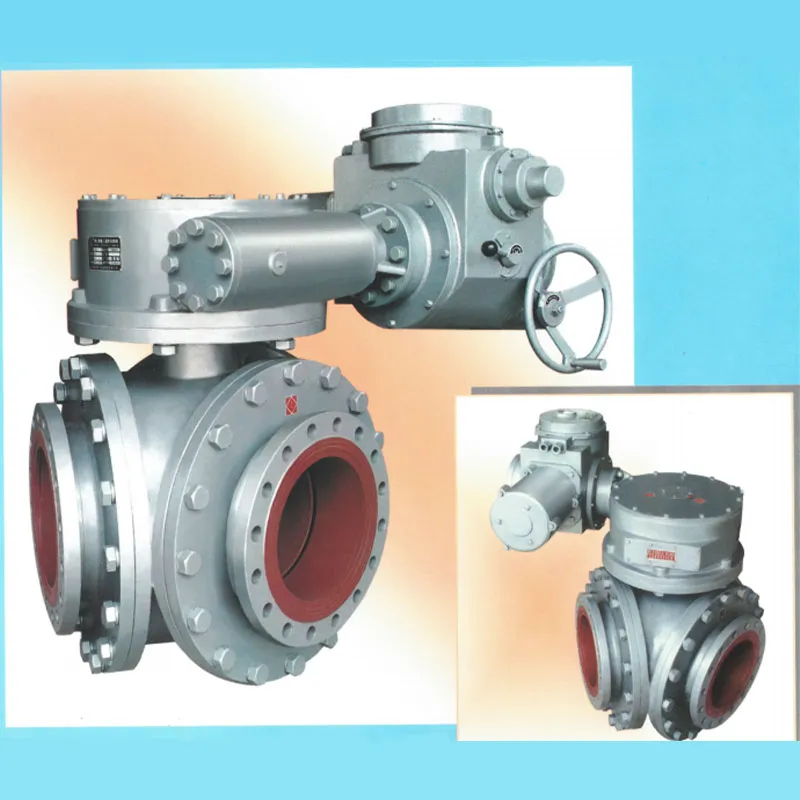 Серия NSQ шаровых трёхходовых переключающих клапанов из каменного литья
Серия NSQ шаровых трёхходовых переключающих клапанов из каменного литья -
 Износостойкий компенсатор из каменного литья
Износостойкий компенсатор из каменного литья -
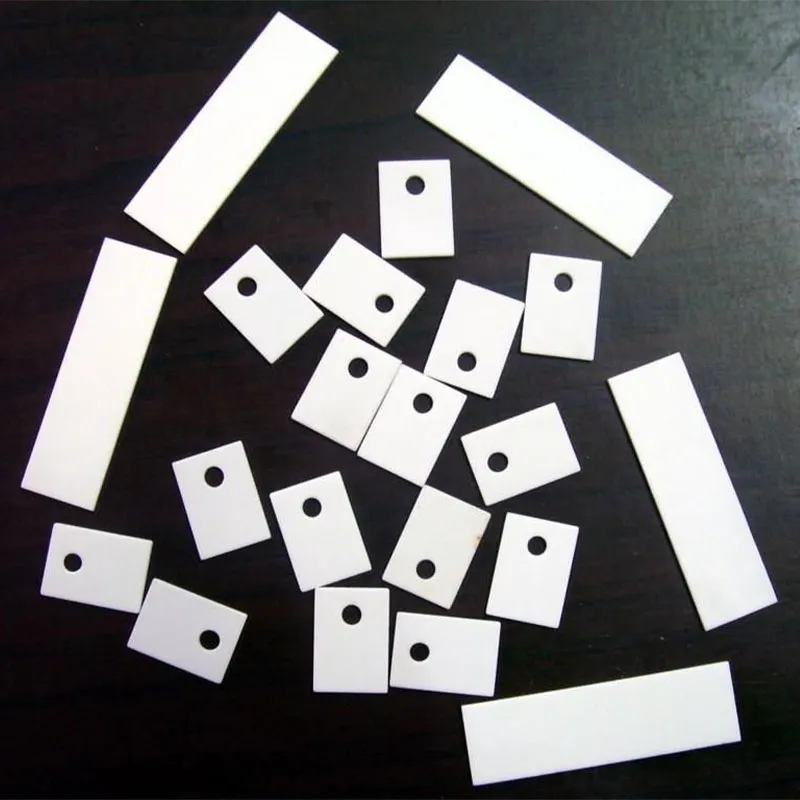
 Шары из Al₂O₃
Шары из Al₂O₃ -
 Керамическая износостойкая футеровочная плита
Керамическая износостойкая футеровочная плита -
 Литые базальтовые трубы
Литые базальтовые трубы -
 Базальтовая литая плитка для автомобильного испытательного полигона
Базальтовая литая плитка для автомобильного испытательного полигона -
 POE-износостойкая труба
POE-износостойкая труба -
 Серия NQ шаровых износостойких кранов из каменного литья
Серия NQ шаровых износостойких кранов из каменного литья -
 Литая керамическая износостойкая футеровочная плита
Литая керамическая износостойкая футеровочная плита -
 Износостойкая резиновая труба жидкофазного способа производства
Износостойкая резиновая труба жидкофазного способа производства -
 Литая базальтовая композитная труба
Литая базальтовая композитная труба -
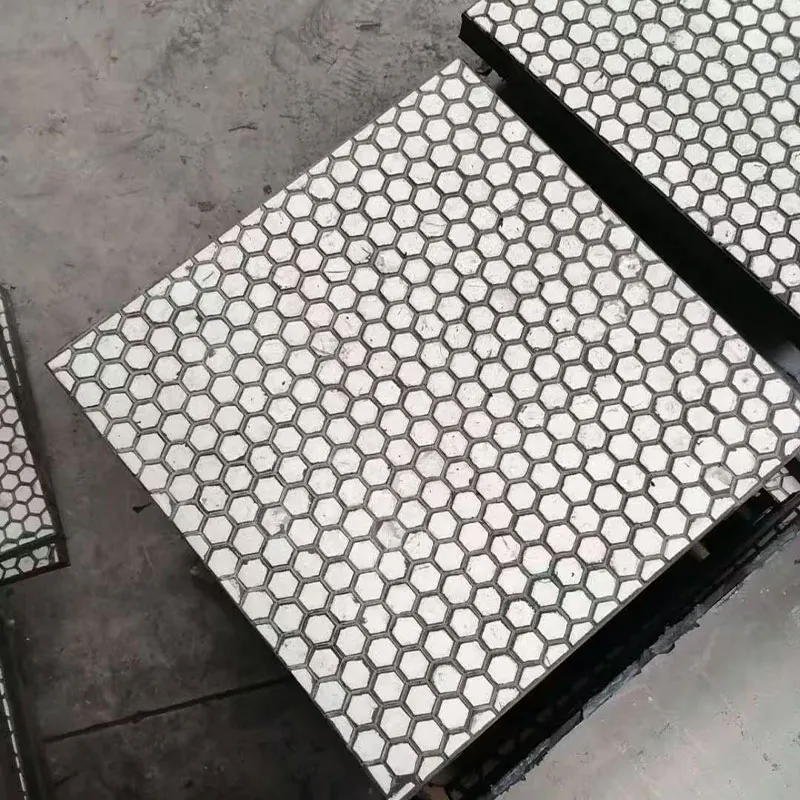 Кераморезиновая композитная футеровочная плита
Кераморезиновая композитная футеровочная плита
Связанный поиск
Связанный поиск- Износостойкая труба из каменного литья для хвостовых трубопроводов
- Гидроциклон
- Карбидокремниевая керамика
- Карбидокремниевая керамика на заказ
- Износостойкая керамическая труба для хвостовых трубопроводов
- Износостойкая микрокристаллическая керамика
- Износостойкая легированная труба
- Футеровка лотка
- Износостойкий компенсатор из каменного литья
- Металлокерамическая труба (al₂o₃)