
-


-


-


+8613562597539

-
+8613864588123

-
+8613153527352


Пластина из керамики на основе оксида алюминия
Когда говорят про пластину из керамики на основе оксида алюминия, сразу думают о супер-износостойкости. И это правда, но только половина. Вторая половина — это сложности с обработкой, хрупкость при ударных нагрузках и вечная проблема с креплением. Многие заказчики приходят с запросом ?самое твердое?, а потом удивляются, почему она треснула от вибрации или почему её так сложно приварить к металлическому корпусу. Вот об этих нюансах, которые в каталогах не пишут, и стоит поговорить.
От порошка до плиты: где кроется разница
Основное заблуждение — что вся керамика Al2O3 одинакова. На деле, ключевое — это чистота оксида и метод формования. Видел пластины с маркировкой 92%, 95%, 99,7%. Разница не только в цене. Для большинства абразивных сред, скажем, на транспортере песка, 95% более чем достаточно. Но был случай на ТЭЦ с золой-уносом — там мелкие частицы с острыми кромками, плюс химическая активность. Поставили 95% — через полгода заметный износ. Перешли на 99,7% — ситуация стабилизировалась. Но это исключение, а не правило. Гнаться за максимальной чистотой без понимания среды — выбросить деньги.
Метод формования — горячее прессование или изостатическое прессование. Горячее дает более высокую плотность и, как следствие, износостойкость, но и большую хрупкость. Для ударно-абразивного износа, как в дробилках, иногда лучше чуть менее плотная, но более вязкая пластина. Один наш партнер, ООО Пэнлай Хуаань Фитинги Из Каменного Литья, с которым пересекались по проектам для горно-обогатительных комбинатов, часто комбинирует разные материалы. На их сайте huaan-wear-resistant.ru видно, что они работают с каменным литьем, а это совсем другая история по свойствам. Но иногда клиенту нужен гибридный узел: металлическая основа, зона каменного литья для удара и вставки из нашей керамики на основе оксида алюминия для чистого абразива. Вот тут и начинается инжиниринг.
Именно размер зерна связующей фазы после спекания часто определяет итоговую стойкость. Мелкозернистая структура обычно лучше сопротивляется износу, но сложнее в производстве. Крупное зерно может стать точкой начала разрушения. На глаз это не определить, нужно смотреть под микроскопом или доверять проверенному поставщику.
Крепление: самая недооцененная проблема
Идеальная пластина, приклеенная на неподходящий клей или приваренная с нарушением режима, — это гарантированный отказ. Испытывали разные методы: механический крепеж, адгезивную посадку на эпоксидные составы, резиновые вулканизируемые вкладыши. Для больших пластин, которые работают при температуре до 80°C, часто используют комбинированный метод: посадка на высокотемпературный клей плюс резьбовые шпильки, вклеенные в тыльную сторону керамики. Но тут важно рассчитать тепловое расширение. Сталь и керамика расширяются по-разному. Был провальный проект на сушильном барабане — не учли перепад в 200°C, керамика потрескалась не от износа, а от напряжений.
Сварка металлического тыльного слоя (метод ?металл-бэк?) — популярное решение, но требует ювелирной точности в подборе присадочного материала и режима сварки. Перегрев — и в керамике пойдут микротрещины, которые вскроются уже в работе. Часто дешевле и надежнее заказать готовый узел у специалиста, который берет на себя ответственность за весь пакет: материал, обработку, крепление. Вот почему компании, подобные упомянутой ООО Пэнлай Хуаань, которые адаптируют продукты под нужды, востребованы. Их подход к каменному литью — это готовые решения под конкретные условия износа, что снижает риски на этапе монтажа.
Иногда лучшим креплением оказывается… отсутствие единой большой пластины. Вместо монолита 500x500 мм используем мозаику из небольших плиток 50x50 мм. Это компенсирует разницу в тепловом расширении и локализует возможное повреждение. Но увеличивает стоимость монтажа и требует точной подгонки.
Полевые наблюдения: где она работает, а где нет
Лучшие результаты пластина из керамики на основе оксида алюминия показывает против сухого абразива с высокой твердостью: кварцевый песок, корундовая крошка, рудная мелочь. На желобах, сепараторах, внутренностях циклонов-пылеуловителей — там, где угол атаки частиц относительно постоянный. А вот в шламовых насосах, где есть кавитация плюс абразив, — не панацея. Ударная составляющая воды быстро выбивает керамику. Тут часто выигрывает каменное литье или специальные сплавы.
Интересный кейс был на цементном заводе на участке пересыпки клинкера. Температура материала около 100°C, плюс удар кусков при падении с высоты. Поставили комбинированную футеровку: в зону прямого удара — износостойкую сталь, а на наклонные плоскости, где клинкер скользит, — нашу керамику. Ресурс увеличился втрое по сравнению со стальной плитой. Но проектировать такое нужно на месте, глядя на траекторию материала.
Еще один момент — химическая стойкость. Al2O3 инертна к многим средам, но не ко всем. Концентрированные кислоты или сильные щелочи при высокой температуре могут ее атаковать. Для таких случаев есть другие варианты, например, циркониевая керамика. Но это уже другая цена и другие сложности.
Ошибки, которые дорого учат
Раньше думали, что чем толще пластина, тем лучше. Поставили на питатель пластину 40 мм вместо стандартной 20 мм. Казалось бы, запас. Но вес конструкции вырос, нагрузки на крепление увеличились, плюс из-за толщины хуже отводился теплоотвод при трении. В итоге откололся целый кусок от усталостных напряжений. Теперь для каждой точки нагрузки считаем оптимальную толщину, часто жертвуя ?запасом? в пользу сбалансированной конструкции.
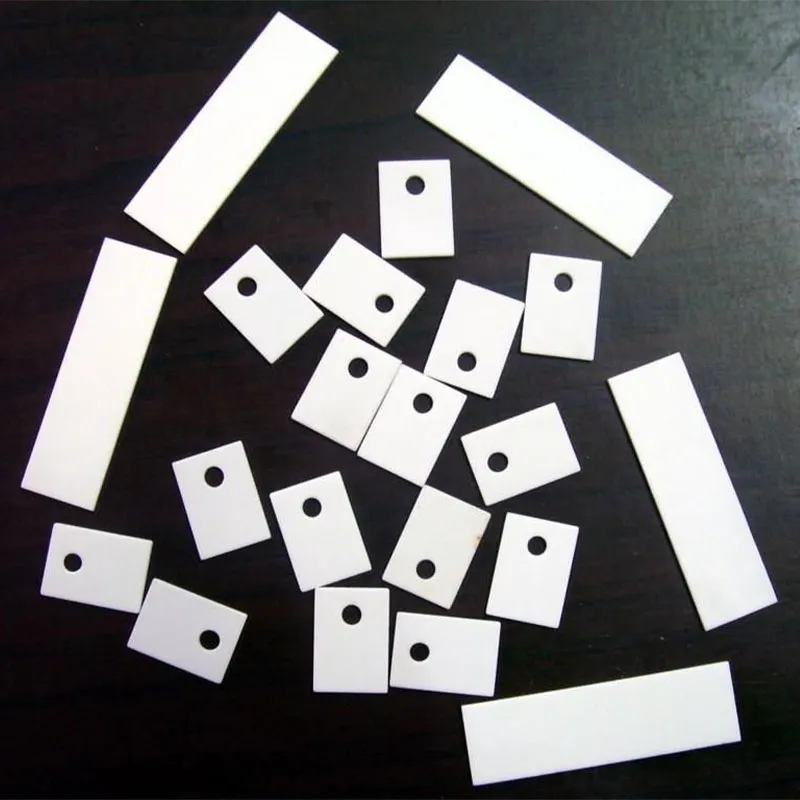
Другая частая ошибка — экономия на обработке кромок. Острые, не скошенные края — это концентраторы напряжения. Первая же серьезная ударная нагрузка (например, падение куска породы между пластинами) приводит к сколу. Всегда теперь требуем фаску или даже закругление краев. Это увеличивает стоимость, но кратно повышает живучесть узла.
Игнорирование основы. Бессмысленно ставить дорогую керамику на прогнувшийся или вибрирующий лист металла. Основа должна быть жесткой, ровной и подготовленной. Иногда 30% успеха — это правильная подготовка поверхности под монтаж. Видел, как на старую, корродированную и неровную поверхность пытались ?посадить? керамику на клей. Результат предсказуем — отслоение всей панели через месяц.
Взгляд в сторону гибридов и будущего
Сейчас много говорят про композитные решения. Не просто керамическая пластина, а слой керамики, интегрированный в металлическую матрицу, или комбинация с полиуретаном. Это попытка нивелировать главный недостаток керамики — хрупкость. Сам работал с образцами, где керамические элементы в виде цилиндров запрессованы в стальную пластину. Для условий сильного удара — интересно, но технология дорогая и не для всех сечений.
Тут снова вспоминается опыт компаний, работающих с каменным литьем, как ООО Пэнлай Хуаань Фитинги Из Каменного Литья. Их продукты — трубы, плиты, композитные трубы — это по сути готовые гибридные системы, где износостойкий материал уже оптимально соединен с несущей основой. Для керамики Al2O3 такой подход — возможно, следующий шаг. Не продавать плиты, а продавать готовые, рассчитанные узлы: сегмент циклона с интегрированной керамической футеровкой, патрубок с комбинированной защитой.
Что точно будет развиваться — это точность прогнозирования износа. Пока мы часто действуем методом проб и ошибок, ставя более стойкий материал ?на глазок?. Инструменты моделирования потока частиц и износа могли бы помочь точнее подбирать и материал, и его толщину, и схему крепления для каждой конкретной точки в системе. Это сократило бы и стоимость, и сроки внедрения. Пока же главный инструмент — опыт, накопленный на таких вот провалах и успехах с пластинами из керамики на основе оксида алюминия.
Соответствующая продукция
Соответствующая продукция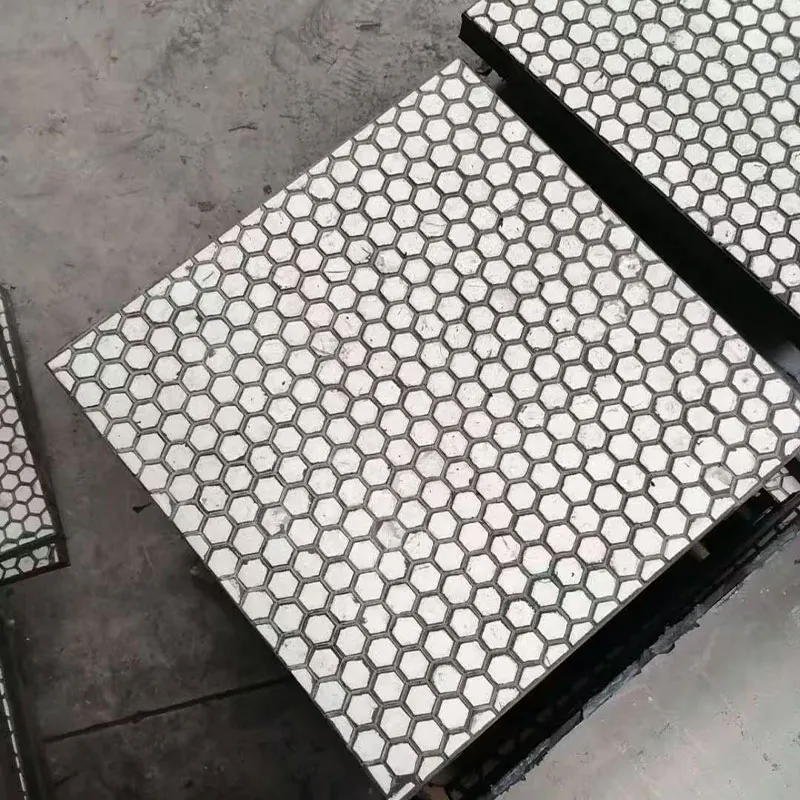


Самые продаваемые продукты
Самые продаваемые продукты-
 Хомутовое гибкое трубное соединение
Хомутовое гибкое трубное соединение -
 Серия NQ шаровых износостойких кранов из каменного литья
Серия NQ шаровых износостойких кранов из каменного литья -
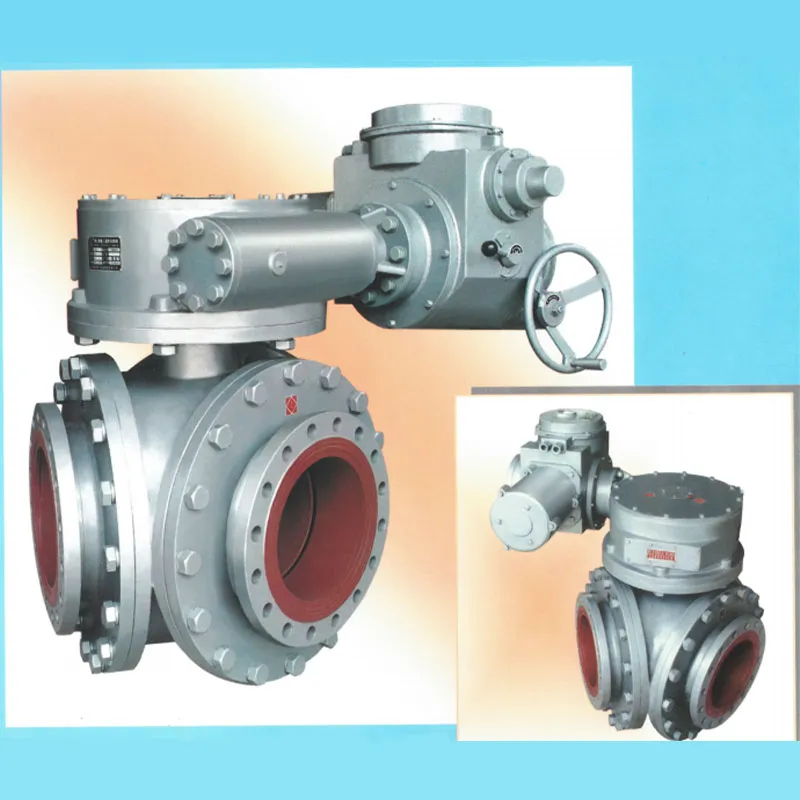 Серия NSQ шаровых трёхходовых переключающих клапанов из каменного литья
Серия NSQ шаровых трёхходовых переключающих клапанов из каменного литья -
 Серия NZB износостойких задвижек из каменного литья
Серия NZB износостойких задвижек из каменного литья -
 Литье базальтовые плиты
Литье базальтовые плиты -
 Клеевой состав
Клеевой состав -
 Керамическая износостойкая футеровочная плита
Керамическая износостойкая футеровочная плита -
 POE-износостойкая труба
POE-износостойкая труба -
 Шары из Al₂O₃
Шары из Al₂O₃ -
 Износостойкая резиновая труба жидкофазного способа производства
Износостойкая резиновая труба жидкофазного способа производства -
 Гидроциклон
Гидроциклон -
 Литая керамическая износостойкая футеровочная плита
Литая керамическая износостойкая футеровочная плита
Связанный поиск
Связанный поиск- Износостойкая труба из керамической резины
- Плита керамическая из 95% оксида алюминия
- Керамика на основе глинозём нестандартных размеров
- Керамическая пластина из глинозём
- Пластина из микрокристаллической керамики
- Износостойкая керамическая композитная труба
- Износостойкое каменное литьё для хвостовых трубопроводов
- Износостойкая керамика
- Высококачественная износостойкая керамика
- Футеровка из керамико-резинового композита