
-


-


-


+8613562597539

-
+8613864588123

-
+8613153527352


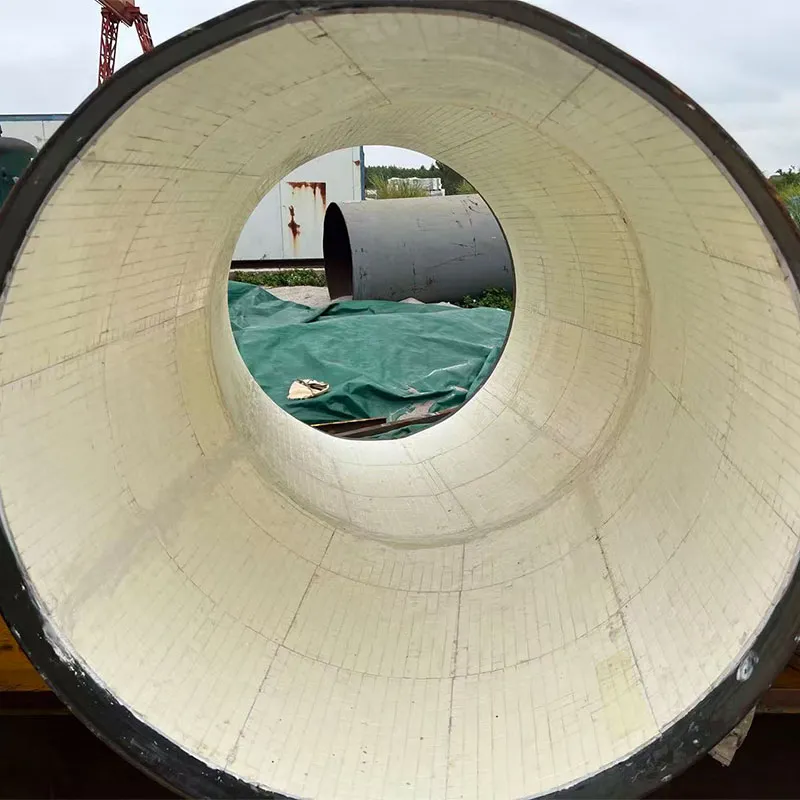
Промышленная керамика для хвостовых трубопроводов
Когда слышишь 'промышленная керамика для хвостовых трубопроводов', многие сразу представляют себе просто толстый слой твердого материала внутри трубы. На деле, это тонкое инженерное решение, где ошибка в выборе состава или метода инсталляции оборачивается не просто заменой участка, а остановкой всей цепочки. Самый частый промах — гнаться за максимальной твёрдостью, забывая про ударную вязкость и термостойкость. В хвостовых схемах, особенно на участках сброса, материал испытывает не только абразивный износ, но и постоянные гидроудары, перепады температур и химическое воздействие от реагентов. Я видел случаи, когда керамические вставки, заявленные как 'сверхпрочные', раскалывались, как стекло, после первого же сезона из-за неучтённых внутренних напряжений. Поэтому подход 'чем тверже, тем лучше' здесь не работает. Нужен баланс.
Из чего складывается реальная стойкость? Не только Al2O3
Основной разговор, конечно, вокруг оксида алюминия. 92%, 95%, 99% Al2O3 — цифры, которые все тычут в спецификациях. Но если копнуть глубже, ключевым становится не столько процентное содержание, сколько структура спекания и размер зерна. Мелкозернистая структура с минимальной пористостью даёт лучшую сопротивляемость истиранию, но может быть более хрупкой. Крупное зерно или добавки вроде циркония (ZrO2) повышают стойкость к удару, но могут слегка снизить твёрдость. Для хвостовых трубопроводов критически важна именно комбинация свойств. На одном из ГОКов в Сибири мы столкнулись с проблемой быстрого износа на поворотах. Стандартная 95%-я керамика не справлялась — срезало буквально за полгода. Решение нашли в переходе на композитную вставку, где основой служила именно мелкозернистая высокоглинозёмная керамика, но с интегрированной металлической тыльной подложкой, гасящей ударные нагрузки. Это не было готовым решением с полки, пришлось экспериментировать с толщинами и способом соединения слоёв.
Ещё один нюанс, о котором часто забывают — стойкость к кавитации. В местах сужений или изменений геометрии потока возникают пузырьки, которые схлопываются с огромной локальной энергией. Это не истирание, а микроудары. Чистая алюмооксидная керамика может покрыться ямками. Здесь иногда выручают составы с добавлением карбида кремния (SiC), но его применение ограничено из-за стоимости и сложности формования. Чаще идём по пути точного расчёта гидродинамики участка и усиления именно этих 'слабых точек' более толстыми или специально спроектированными футеровочными элементами.
И, конечно, температурный фактор. Хвосты не всегда холодные. Если в цепочке есть операции с подогревом пульпы или речь идёт о сбросе горячих шламов, коэффициент теплового расширения керамики и стального корпуса трубы должен быть согласован. Была история на медном комбинате, где из-за постоянных циклов 'нагрев-остывание' керамические вкладыши просто выпадали из своих посадочных мест, потому что расчёт был сделан только на рабочие +50°C, а на практике кратковременно скакало до +90. Пришлось пересматривать систему механического крепления, добавляя компенсирующие элементы.
Монтаж: где теория сталкивается с болгаркой и сваркой
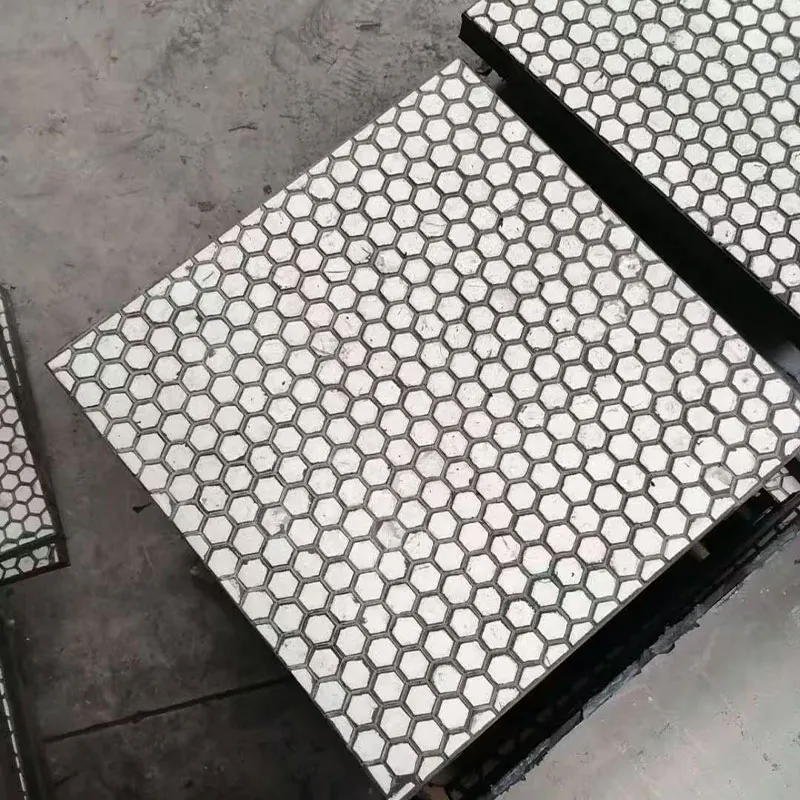
Можно иметь идеальную по составу керамику, но испортить всё на этапе монтажа. Это не просто 'вставить и приварить'. Для труб из каменного литья или композитных труб с керамическим внутренним слоем процесс уже частично автоматизирован на производстве. Но когда речь идёт о футеровке существующих трубопроводов или сложных узлов — начинается ручная работа. Самый распространённый метод — это вклеивание керамических плиток или сегментов на высокотемпературный эпоксидный или неорганический клей. И здесь кроется масса подводных камней.
Во-первых, подготовка поверхности. Сталь должна быть не просто очищена от ржавчины, а до белого металла, обезжирена и иметь определённую шероховатость для адгезии. На практике, в условиях цеха или на открытой трассе, добиться идеала сложно. Пыль, влажность, время между подготовкой и нанесением клея — всё влияет. Я помню проект, где мы футеровали колено диаметром 800 мм. Работали зимой в утеплённом шатре с тепловыми пушками, чтобы обеспечить температуру для полимеризации клея. Не выдержали режим на одном участке — через месяц там началось отслоение, пришлось вскрывать и переделывать.
Во-вторых, зазоры и стыковка. Керамические плитки должны укладываться с минимальным зазором. Этот зазор потом заполняется специальным износостойким составом. Если зазор слишком велик, состав вымывается, и начинается подмыв и разрушение краёв плитки. Часто для критичных мест используют не плитки, а литые цилиндры или трубы, которые точно калиброваны под внутренний диаметр. Например, некоторые решения, которые предлагает ООО Пэнлай Хуаань Фитинги Из Каменного Литья (их каталог можно посмотреть на huaan-wear-resistant.ru), как раз ориентированы на поставку готовых футерованных узлов — колен, тройников, переходников. Это снимает головную боль с монтажом на месте, но требует точных замеров на этапе заказа.
И в-третьих, контроль качества. После монтажа нужно не просто визуально проверить стыки. Мы всегда делаем проверку ультразвуком или простукиванием на предмет отслоений. Пустоты под плиткой — это будущая точка отказа. Один раз пропустили такой дефект на небольшом участке. Через три месяца пустота разрослась, плитка выпала, и абразивный поток за пару недель прорезал стальную стенку трубы насквозь. Урок дорогой.
Кейсы и 'неудачные' эксперименты, которые учат больше, чем успехи
Расскажу про один конкретный случай, который хорошо иллюстрирует важность комплексного подхода. На обогатительной фабрике стояла задача защитить участок длиной около 200 метров, где пульпа с высоким содержанием твёрдого (до 70%) и крупными частицами (до 5 мм) двигалась с высокой скоростью. Изначально заказчик, пытаясь сэкономить, выбрал вариант с нанесением облицовки из порошка каменного литья методом наплавления. Технология в теории хороша для ремонта, но для нового трубопровода такого диаметра (DN500) и с такими требованиями — сомнительна.
Результат был предсказуем: неравномерная толщина слоя, внутренние напряжения, трещины при остывании. Система проработала меньше года, начались локальные сколы, а потом — лавинообразное разрушение. Убытки от простоя и замены многократно перекрыли 'экономию'. После этого перешли на комбинированное решение: прямые участки — трубы с цельнолитым керамическим внутренним слоем (как раз аналог тех, что делает Huaan), а сложные узлы (повороты, разветвления) — изготавливались на заказ из износостойкого чугуна с механически закреплёнными керамическими вставками. Этот гибридный подход оказался и надёжным, и в итоге экономически оправданным за счёт срока службы.
Ещё один урок — не игнорировать транспортировку и складирование. Керамика хрупка. Мы получили партию идеальных керамических цилиндров для футеровки, но при разгрузке один из них уронили. Внешне — небольшая сколотая кромка. Решили, что страшного нет, установили. Именно с этой кромки через несколько месяцев пошла радиальная трещина, которая расколола весь цилиндр. Теперь любое, даже малейшее механическое повреждение — брак. Нельзя ставить.
Куда смотреть сегодня? Эволюция материалов и решений
Сейчас тренд смещается в сторону предварительно собранных, готовых к установке модульных решений. Это снижает риски на месте. Всё больше востребованы композитные трубы с каменным литьем, где внутренний керамический слой не приклеен, а является частью монолитной структуры, созданной на этапе литья под давлением или центробежного литья. Это даёт лучшую адгезию и отсутствие границы раздела, которая является слабым звеном.
Также развивается направление гибких соединений. Жёсткие трубопроводы страдают от вибраций и несоосностей. Гибкие трубные соединения с керамической футеровкой внутри становятся спасением для компенсаторов или участков подключения к вибрирующему оборудованию (насосы, грохоты). Важно, чтобы сама гибкая часть и её крепление к фланцам были рассчитаны на износ. Здесь часто используют не плитки, а специальные керамические кольца или втулки, которые могут немного 'играть' без разрушения.
Что касается материаловедения, то эксперименты идут с наноструктурированными керамиками и керметами (керамико-металлическими композитами). Пока это дорого для массового применения в хвостовых трубопроводах, но для особо критичных точек (например, клапаны, сопла гидромониторов) такие решения уже появляются. Их плюс — феноменальная стойкость к комбинированному износу.
Вместо заключения: практический алгоритм для инженера на площадке
Итак, если перед тобой стоит задача по защите хвостового трубопровода, с чего начать? Не с выбора каталога, а с анализа. 1) Полный паспорт пульпы: гранулометрия, плотность, химия, температура, скорость. 2) Анализ режима работы: постоянный или циклический, наличие гидроударов. 3) Визуальный и инструментальный осмотр существующей системы (если она есть): карта износа, где именно 'съедает'.
Потом уже подбор технологии. Прямые участки — возможно, готовые футерованные трубы. Колена, тройники — либо литые износостойкие фитинги, либо заказные узлы с механическим креплением керамики. Ремонт локальных участков — возможно, наплавка или установка вставок. И всегда, всегда закладывай реалистичный срок монтажа и условия для него. Лучше потратить неделю на правильную подготовку, чем месяц на аварийный ремонт через полгода.
И последнее: не стесняйся запрашивать у поставщиков не только сертификаты, но и реальные кейсы, рекомендации с объектов со схожими условиями. Хороший поставщик, такой как ООО Пэнлай Хуаань Фитинги Из Каменного Литья, который специализируется на решениях, адаптированных к конкретным потребностям клиентов, обычно готов погрузиться в твою проблему и предложить несколько вариантов, а не просто продать то, что есть на складе. Потому что в нашей области универсальных решений не бывает. Каждый трубопровод, каждый хвост — это отдельная история, и материал должен подстраиваться под неё, а не наоборот.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Износостойкий керамический трубопровод
Износостойкий керамический трубопровод -
 Литые базальтовые трубы
Литые базальтовые трубы -
 Кераморезиновая композитная футеровочная плита
Кераморезиновая композитная футеровочная плита -
 Износостойкая резиновая труба жидкофазного способа производства
Износостойкая резиновая труба жидкофазного способа производства -
 Базальтовая литая плитка для автомобильного испытательного полигона
Базальтовая литая плитка для автомобильного испытательного полигона -
 Керамика из карбида кремния
Керамика из карбида кремния -
 Гидроциклон
Гидроциклон -
 Серия NZB износостойких задвижек из каменного литья
Серия NZB износостойких задвижек из каменного литья -
 Литая базальтовая композитная труба
Литая базальтовая композитная труба -
 Серия NQ шаровых износостойких кранов из каменного литья
Серия NQ шаровых износостойких кранов из каменного литья -
 Клеевой состав
Клеевой состав -
 Труба из керамики самораспространяющегося высокотемпературного синтеза
Труба из керамики самораспространяющегося высокотемпературного синтеза
Связанный поиск
Связанный поиск- Высокоэффективный классифицирующий гидроциклон
- Базальтовая футеровочная плита
- Износостойкая резиновая труба жидкофазного способа производства
- Износостойкая керамика
- Керамическая пластина из al₂o₃
- Клеевой состав
- Труба из литого базальта
- Базальтовое каменное литьё для горнодобывающей промышленности
- Базальтовое каменное литьё на заказ
- Керамическая труба из глинозём