
-


-


-


+8613562597539

-
+8613864588123

-
+8613153527352


Футеровка лотка
Когда говорят про футеровку лотка, многие сразу представляют плиту, которую надо прикрутить ко дну, и всё. Это, пожалуй, самый частый и дорогой просчёт. Потому что лоток — это не статичный ящик, это динамичная система, где материал скользит, ударяет, истирает, а иногда и завихряется. И если подходить к футеровке просто как к ?защите от износа?, можно легко угробить всю производительность узла. Моя практика — лет десять подборов материалов и наблюдений за тем, что происходит на конвейерах после нашего ?ремонта?. И главный вывод: успех зависит не от самой твёрдой плиты, а от понимания того, как именно материал движется в *этом конкретном* лотке, под каким углом, с какой влажностью и абразивностью. Вот об этих нюансах, которые в каталогах не пишут, и хочу порассуждать.
Из чего складывается реальный износ? Неочевидные факторы
В теории всё просто: сыпучий материал (уголь, руда, клинкер) скользит по лотку и стирает его. На практике картина сильно разнится. Например, лоток под загрузкой конвейера. Точка удара — это одно. Но дальше материал не идёт ровным слоем. По краям скорость почти нулевая, образуется ?постель? из неподвижных частиц, которая работает как абразивная паста. А в центре — быстрое ядро потока. Так вот, основной износ часто идёт не по центру, а как раз на границе этого ядра и неподвижной ?постели?, там, где происходит трение и микросдвиги. Если положить плиту одинаковой толщины по всему дну, в этой пограничной зоне она протрется за полгода, а в центре — будет как новая ещё года два.
Другой момент — влажность. Сухой концентрат идёт как песок, а тот же концентрат с 8% влажности уже начинает липнуть к стенкам, образуя наросты. Эти наросты потом отваливаются кусками, меняя геометрию потока, и удар приходится уже не туда, куда рассчитывали. Получается, что футеровка лотка должна учитывать не только абразивность, но и адгезию материала. Иногда гладкая поверхность износостойкой плиты хуже, чем шероховатая — на гладкой влажный материал ?плывёт? и сильнее бьёт в изгибе лотка.
И, конечно, угол. Многие проектировщики ставят лоток под максимально крутым углом, чтобы гарантированно ничего не застревало. Но чем круче угол, тем выше скорость и энергия удара в месте изменения направления. Бывало, ставили сверхтвёрдый литой базальт, а он раскалывался именно в точке перегиба — не от истирания, а от ударной усталости. Пришлось пересматривать конструкцию и делать комбинированную защиту: в зоне удара — более вязкий, упругий композит, а на прямом участке скольжения — тот самый твёрдый каменное литьё.
Каменное литье: не панацея, а инструмент. Когда его выбирать?
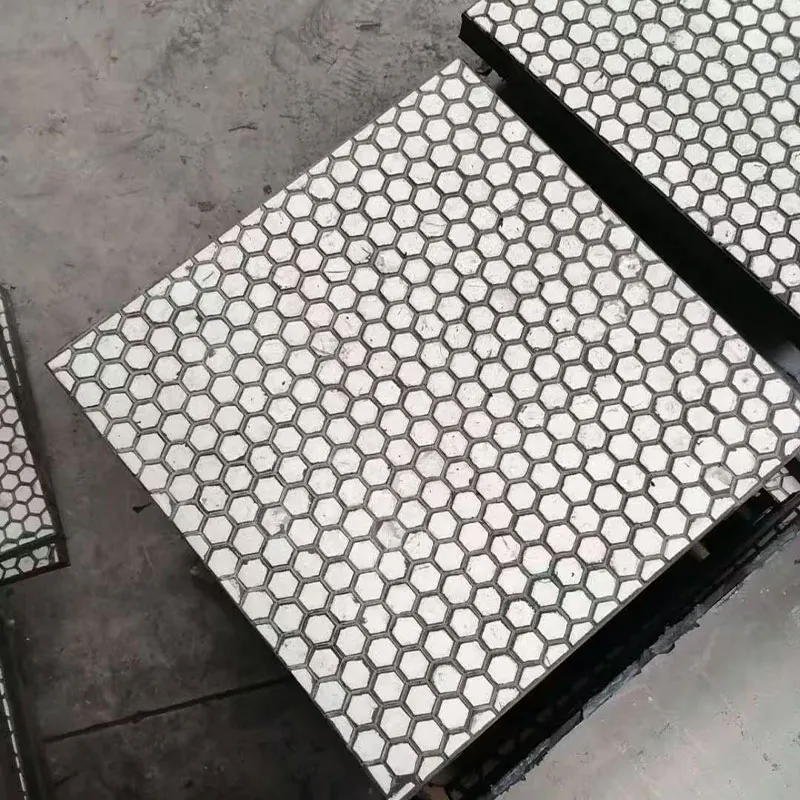
Вот здесь как раз к месту вспомнить про ООО Пэнлай Хуаань Фитинги Из Каменного Литья. Мы с их материалами работаем не первый год, и у них в ассортименте как раз есть то самое каменное литьё — плиты и трубы. Важно понимать его природу. Это не металл и не керамика в привычном смысле. По сути, расплав горной породы, отлитый в форму и кристаллизованный. Отсюда его главный козырь — однородная высочайшая твёрдость по всему объёму. У стальных наплавленных плит износостойкость — это слой в 3-5 мм, а здесь вся толщина плиты одинакова.
Но и недостатки вытекают из достоинств. Материал хрупкий. Он не любит точечных ударов кусков с острыми гранями, особенно если плита плохо подогнана и есть пустоты под ней. Видел последствия на одной обогатительной фабрике: поставили литые базальтовые плиты в лоток для крупнокусковой руды. Монтажники сэкономили на подливке тыльной стороны безусадочным раствором. Через месяц — сетка трещин и выкрошенные фрагменты. Не потому, что материал плохой, а потому что его неправильно применили. Для таких ударных нагрузок нужна либо специальная высоковязкая резиновая футеровка, либо композитные системы, где каменное литье сочетается с демпфирующей прослойкой. Кстати, на сайте huaan-wear-resistant.ru как раз видно, что они предлагают не только плиты, но и композитные трубы — это уже готовое инженерное решение для сложных условий.
Идеальная ниша для каменного литья в лотках — это участки чистого абразивного износа без сильных ударов. Например, пересыпы мелкофракционных материалов (песок, сухой шлак, цемент). Там, где поток идёт относительно равномерным слоем. Плита прослужит в разы дольше стали. Но ключевое слово — ?равномерным?. Если есть риск завихрений или сгруживания материала, нужно делать расчёт траекторий. Мы как-то даже экспериментировали с установкой направляющих ребер из того же литья внутри лотка, чтобы стабилизировать поток и защитить именно боковые стенки в зоне наибольшего трения. Результат был хороший, но проект оказался дорог в изготовлении.
Монтаж — это 50% успеха. Типичные ошибки в поле
Самый лучший материал можно загубить на стадии монтажа. И здесь — целый пласт народного творчества. Основная ошибка — монтаж ?насухую?. Плита футеровки лотка должна иметь 100% опору по всей тыльной поверхности. Любой зазор — это полость, где при ударе плита будет прогибаться и в итоге лопнет. Обязательна подливка специальным высокопрочным, часто эпоксидным, раствором. И не абы как, а через заранее просверленные в плите монтажные отверстия, чтобы раствор заполнил всё пространство.
Вторая ошибка — игнорирование температурных зазоров. Металл корпуса лотка и каменное литье имеют разные коэффициенты теплового расширения. На горячих участках (например, лотки для окатышей или горячего агломерата) если сделать жёсткую посадку встык, летом плиты начнут давить друг на друга и выламывать крепёж. Нужен расчётный зазор, заполненный эластичной массой. Это кажется мелочью, но из-за её отсутствия приходилось переделывать целые участки.
И третье — крепёж. Обычные болты с потайной головкой — не вариант. Головка быстро стирается материалом. Нужны либо специальные болты с твердосплавными вставками, либо (что чаще) крепление на врезных планках, когда головка крепежа спрятана под соседней плитой. Это увеличивает стоимость монтажа, но даёт радикальный прирост в сроке службы. Помню случай, когда на элеваторе сэкономили на крепеже, и через три месяца поток зерна вырвал несколько плит, которые потом разбили норию. Убытки в десятки раз превысили экономию.
Композитные решения и гибкие соединения: для сложных случаев
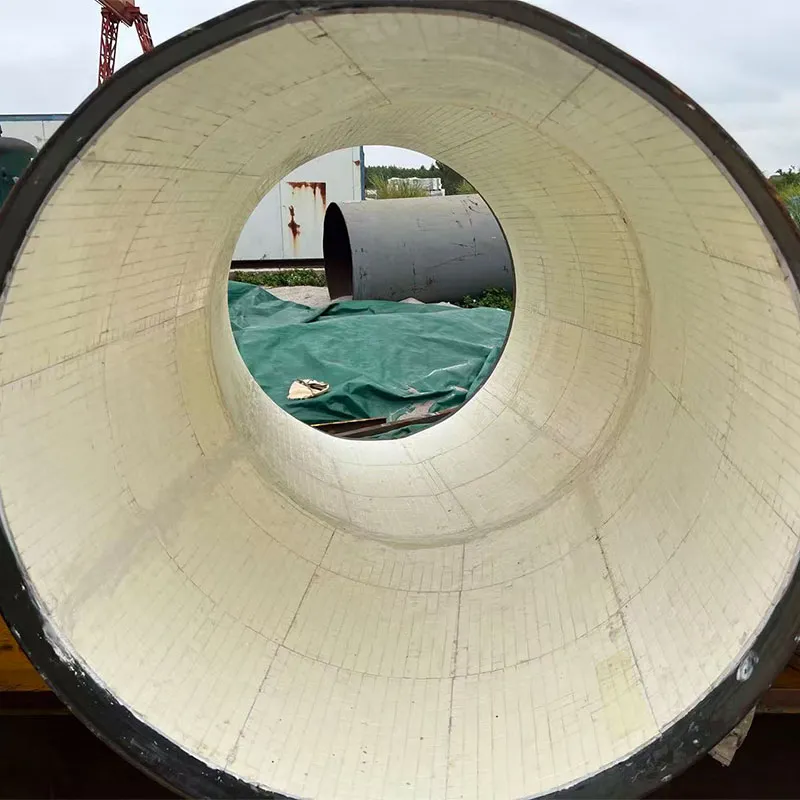
Когда условия выходят за рамки простого абразивного износа, на помощь приходят гибриды. Вот тут ассортимент, указанный в описании ООО Пэнлай Хуаань Фитинги Из Каменного Литья, очень показателен: композитные трубы с каменным литьем и гибкие трубные соединения. Это уже следующий уровень. Композитная труба — это, по сути, стальная или полимерная труба, футерованная изнутри цилиндрами из каменного литья. Идеально для изгибов лотков, переходящих в вертикальные участки, где ударная нагрузка сочетается с круговым истиранием.
Гибкие соединения — это вообще отдельная тема. Часто лоток — это не жёсткая конструкция, он вибрирует, может смещаться относительно течки или бункера. Жёсткое присоединение футерованного участка к незащищённому металлу создаёт ?слабое звено?. Там быстро прорезается дыра. Гибкое соединение, футерованное изнутри тем же износостойким материалом, позволяет компенсировать эти смещения и сохранить непрерывность защитного слоя. Мы применяли такие решения на вибрационных лотках для подачи щебня, и это сняло массу головных болей с постоянными заварками.
Но и у композитов есть своя специфика. Например, важно, как именно цилиндр из каменного литья зафиксирован в наружной оболочке. Если посадка не плотная, он начнёт проворачиваться от неравномерного износа. А если зафиксирован намертво, то вся ударная энергия передаётся на корпус. Нужен баланс, часто достигаемый за счёт эластичной прокладки. Это тот самый момент, где общие каталоги бессильны, и нужны консультации с технологами производителя, которые понимают физику процесса.
Экономика процесса: считать надо не цену плиты, а стоимость тонны перемещённого материала
В заключение — о самом главном. Заказчик всегда смотрит на цену квадратного метра футеровки. Это в корне неверный подход. Правильная метрика — стоимость транспортировки одной тонны материала с учётом всех простоев на ремонт и замену. Дорогая, но правильно подобранная и смонтированная футеровка лотка из каменного литья может иметь в 3-4 раза больший срок службы, чем дешёвая наплавленная сталь. А значит, количество остановок производства для ремонта сократится в те же 3-4 раза.
Нужно считать всё: стоимость монтажных работ (они для каменного литья обычно выше), стоимость возможных простоев конвейера (это главная статья!), стоимость демонтажа отработанной футеровки. Часто оказывается, что более дорогой изначально вариант даёт совокупную экономию в 40-50% за полный цикл эксплуатации. Но чтобы это доказать, нужно самому разбираться в материале, а не просто тыкать в каталог. Нужно понимать, что для лотка под промпродукт с крупными кусками, возможно, лучше подойдёт резина, а для тонкодисперсного абразива — именно литой базальт от того же ООО Пэнлай Хуаань.
В общем, футеровка — это не товар, а технология. И подход к ней должен быть системным: анализ потока, выбор материала под конкретные точки износа, грамотный монтаж и адекватный расчёт экономики. Только тогда лоток перестанет быть вечной головной болью механика и начнёт просто тихо и долго работать. А это, в конечном счёте, и есть главная цель.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Износостойкая резиновая труба жидкофазного способа производства
Износостойкая резиновая труба жидкофазного способа производства -
 Литая базальтовая композитная труба
Литая базальтовая композитная труба -
 Клеевой состав
Клеевой состав -
 Гидроциклон
Гидроциклон -
 Литые базальтовые трубы
Литые базальтовые трубы -
 Шары из Al₂O₃
Шары из Al₂O₃ -
 POE-износостойкая труба
POE-износостойкая труба -
 Хомутовое гибкое трубное соединение
Хомутовое гибкое трубное соединение -
 Серия NQ шаровых износостойких кранов из каменного литья
Серия NQ шаровых износостойких кранов из каменного литья -
 Серия NZB износостойких задвижек из каменного литья
Серия NZB износостойких задвижек из каменного литья -
 Износостойкий керамический трубопровод
Износостойкий керамический трубопровод -
 Износостойкий компенсатор из каменного литья
Износостойкий компенсатор из каменного литья
Связанный поиск
Связанный поиск- Композитная труба с керамическим покрытием из оксида алюминия
- Базальтовая футеровочная плита
- Труба из карбидокремниевой (sic) керамики
- Износостойкая керамическая труба на заказ
- Высокоэффективный обезвоживающий гидроциклон
- Износостойкий шаровой кран с базальтовой футеровкой
- Износостойкий шаровой кран с футеровкой из каменного литья
- Керамическая трубка из оксида алюминия
- Футеровочная плита из карбидокремниевой керамики
- Трубопровод для хвостов