
-


-


-


+8613562597539

-
+8613864588123

-
+8613153527352


Шары из оксида алюминия
Вот когда слышишь 'оксид алюминия', многие сразу думают про абразивы или какую-то лабораторную посуду. Но шары — это отдельная история, где тонкостей больше, чем кажется. Часто заказчики просят просто 'керамические шарики высокой твёрдости', а потом удивляются, почему в их гидроциклонах или мельницах задиры появляются или плотность упаковки не та. Потому что это не просто шарики, это инженерный компонент, где и состав шихты, и режим обжига, и даже способ калибровки — всё играет. Я, например, долго считал, что главное — это альфа-фаза и содержание Al2O3 от 92% и выше. Но на практике, для тех же систем транспортировки абразивных суспензий, иногда куда важнее оказывается контроль открытой пористости, чтобы не было набухания и микрорастрескивания. Об этом редко в спецификациях пишут, но когда начинаешь с отказом разбираться — сразу видно.
От сырья до геометрии: где кроются подводные камни
Начнём с основ. Качество шаров из оксида алюминия начинается с порошка. Не всякий глинозём подходит. У нас был опыт с поставкой из разных источников — и разница в усадке при спекании могла доходить до критических 3-4%, что для калиброванных шаров диаметром, скажем, 10 мм — уже брак партии. Приходилось подбирать не просто по химическому анализу, а по гранулометрическому составу и даже форме частиц. Сферические порошки дают одну плотность упаковки прессовки, игольчатые — другую, а это потом аукнется на износостойкости.
Сама формовка. Изопрессование — казалось бы, стандарт. Но для шаров малого диаметра (менее 5 мм) часто рентабельнее идти через прокатку в барабанах или даже по технологии полусухого прессования с последующей галтовкой. Здесь ключевой момент — избежать внутренних напряжений и слоистости. Помню, одна партия для наполнителя клапанов пошла с микротрещинами именно из-за неоптимального давления прессования. Визуально — шары как шары, а при нагрузке — разрушение по скрытому дефекту.
Обжиг — это вообще отдельная наука. Температурный профиль и атмосфера. Чтобы добиться именно мелкозернистой структуры, которая обеспечивает максимальную прочность на истирание, а не просто высокой плотности, нужно очень точно выдерживать пиковые температуры и время выдержки. Пережжёшь — зерно растёт, твёрдость по Виккерсу может даже вырасти, но ударная вязкость падает, шары становятся более хрупкими. Недожжёшь — остаётся открытая пористость, которая в условиях гидроабразивного износа быстро приводит к эрозии. Идеальный баланс находится только эмпирически, под конкретное применение.
Не только мелющие тела: нишевые применения и специфика
Все знают про шары для шаровых мельниц. Но есть куда более требовательные сферы. Например, шары из оксида алюминия как наполнители и опорные элементы в высокотемпературных реакторах или как каталитические носители. Здесь уже требования к чистоте поверхности, химической инертности и термической стабильности на порядок выше. Малейшие примеси железа могут повлиять на каталитический процесс. Мы как-то делали пробную партию для одного НИИ, занимающегося крекингом — пришлось переходить на платинотанталовые нагреватели в печи, чтобы исключить любое потенциальное загрязнение от элементов печной гарнитуры.
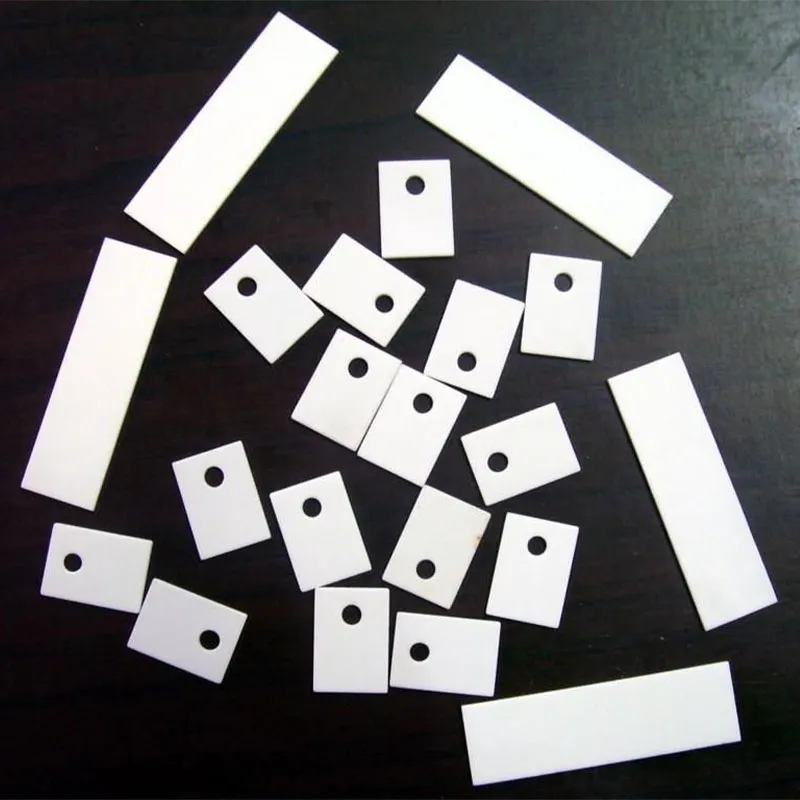
Ещё один интересный кейс — использование в качестве шаров в обратных клапанах для агрессивных сред. Тут важна не просто твёрдость, а идеальная сферичность и класс шероховатости. Шар должен плотно садиться в седло, но не заклинивать. Добивались этого многоступенчатой полировкой с алмазными пастами. Но и тут нюанс: слишком гладкая поверхность иногда ухудшает смачиваемость в некоторых жидкостях, что может влиять на кинетику закрытия клапана. Приходилось искать компромисс.
Практические сложности: от логистики до контроля
На производстве проблемы часто возникают не там, где их ждёшь. Упаковка и транспортировка. Казалось бы, упаковал в мешки — и вперёд. Но если шары не фракционированы идеально, при перевозке более мелкие фракции 'уходят' вниз, а более крупные — наверх. Клиент получает неоднородную по составу партию. Пришлось внедрять упаковку в биг-бэги с внутренними перегородками или, для малых объёмов, жёсткую тару.
Контроль качества. Твёрдость, плотность, размер — это стандартно. Но как оценить сопротивление ударному истиранию? Лабораторные тесты в барабанных мельницах — это одно. А реальная работа в, скажем, размольной камере с цементным клинкером — совсем другое. Мы начинали с простых тестов на истираемость по стандартным методикам, но потом стали делать пробные загрузки на реальных объектах заказчика, чтобы собрать обратную связь. Только так можно было корректировать технологию. Например, для условий повышенной влажности пришлось дополнительно уплотнять поверхностный слой шаров, чтобы минимизировать водопоглощение и связанное с ним снижение прочности.
Смежные решения и комплексный подход
Работая с износостойкими материалами, редко когда проблема решается одним компонентом. Часто шары из оксида алюминия — часть системы. Вот, например, компания ООО Пэнлай Хуаань Фитинги Из Каменного Литья (сайт: https://www.huaan-wear-resistant.ru) специализируется на комплексных решениях для абразивного износа. Они производят плиты, трубы, композитные трубы из каменного литья, порошки и соединения. Так вот, в некоторых их системах гидротранспорта высокоабразивных пульп как раз используются наши шары в качестве запорных и регулирующих элементов в комбинации с их трубами из каменного литья. Это хороший пример синергии: труба сопротивляется износу по всей длине, а шар в клапане — в критической точке перекрытия потока. Их подход к адаптации продуктов под конкретные нужды клиента очень близок к нашему пониманию: нельзя сделать один универсальный сорт шаров на все случаи жизни.
Иногда запрос идёт не на шары, а на целую футеровку или узел. И здесь знание возможностей партнёров, которые делают, например, массивные литые изделия, позволяет предложить комплексное решение. Мы не просто продаём шары, мы можем посоветовать, какую фракцию и марку лучше использовать в паре с тем же каменным литьём от Huaan для конкретной среды — кислой, щелочной, с высоким содержанием твёрдых частиц определённой твёрдости.
Взгляд вперёд: что ещё можно улучшить
Сейчас много говорят про композиты. Очевидный путь — это шары из оксида алюминия с металлической сердцевиной для повышенной ударной вязкости или, наоборот, с пористым ядром для снижения веса в некоторых применениях. Пробовали делать прототипы с инкорпорированными нитями карбида кремния — в теории должно было повысить трещиностойкость. На практике получилось дорого и технологически неустойчиво: при спекании возникали внутренние разрывы. Пока оставили эту идею, но продолжаем следить за материалами-прослойками, которые могли бы улучшить адгезию в композитных структурах.
Другой вектор — это точность. Запросы на шары с допуском по диаметру в микрометрах для прецизионной механики растут. Это требует не столько новой технологии формования, сколько революции в контроле и калибровке на финишной стадии. Возможно, здесь будущее за лазерным сканированием и автоматической сортировкой. Пока же это ручная работа с выборочным контролем, что, конечно, сказывается на цене конечного продукта. Но для некоторых отраслей, где отказ стоит дороже, это единственный путь.
В итоге возвращаешься к началу. Шары из оксида алюминия — это не товар из каталога, который можно просто выбрать по диаметру и цене. Это результат цепочки технологических решений, каждое из которых должно быть выверено под конечную задачу. И самый ценный опыт — это не удачные партии, а как раз те случаи, когда что-то пошло не так, и пришлось разбираться в причинах, копать глубже в материаловедение и технологию. Именно это и отличает просто поставщика от того, кто действительно понимает, что продаёт.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Износостойкий керамический трубопровод
Износостойкий керамический трубопровод -
 Керамическая износостойкая футеровочная плита
Керамическая износостойкая футеровочная плита -
 Литые базальтовые трубы
Литые базальтовые трубы -
 Серия NQ шаровых износостойких кранов из каменного литья
Серия NQ шаровых износостойких кранов из каменного литья -
 Износостойкая резиновая труба жидкофазного способа производства
Износостойкая резиновая труба жидкофазного способа производства -
 Серия NZB износостойких задвижек из каменного литья
Серия NZB износостойких задвижек из каменного литья -
 Хомутовое гибкое трубное соединение
Хомутовое гибкое трубное соединение -
 POE-износостойкая труба
POE-износостойкая труба -
 Базальтовая литая плитка для автомобильного испытательного полигона
Базальтовая литая плитка для автомобильного испытательного полигона -
 Керамика из карбида кремния
Керамика из карбида кремния -
 Гидроциклон
Гидроциклон -
 Труба из керамики самораспространяющегося высокотемпературного синтеза
Труба из керамики самораспространяющегося высокотемпературного синтеза
Связанный поиск
Связанный поиск- Керамическая плита al₂o₃-95%
- Износостойкий шаровой кран из каменного литья
- Износостойкая промышленная керамика для хвостовых трубопроводов
- Износостойких керамических труб
- Износостойкая керамическая композитная труба
- Износостойкое каменное литьё для хвостовых трубопроводов
- Абразивостойкая футеровка трубопровода
- Плита из литого базальта для автомобильного испытательного полигона
- Износостойкая труба из poe
- Литой базальт